Entformungsmittel: Typen, Auswahl und Gießereianwendungen
Ein Produktionsleiter in einer Gießerei im Norden Chinas sah, wie die Morgen-Schicht zwei Stunden an einem einzigen Problem verlor. Eine Charge Aluminiumgussstücke hatte sich so fest an die Dauerform gebunden, dass die Entfernung mechanische Kraft erforderte.
Das Ergebnis waren Kratzer auf der Oberfläche, zurückgewiesene Teile und eine Form, die vor dem nächsten Guss erneuert werden musste. Die Ursache lag weder in der Metalltemperatur noch in der Legierung. Es war das Formtrennmittel.
Wenn Sie die Gießerei-Operationen leiten, Rohstoffe für die Metallgussherstellung beschaffen oder die metallurgische Produktion überwachen, wissen Sie bereits, dass Formtrennmittel keine optionalen Verbrauchsmaterialien sind. Sie sind für den Prozess kritische Materialien, die direkt die Oberflächenqualität, die Zykluszeit, die Lebensdauer der Form und die Ausschussquote beeinflussen. In dieser Anleitung erklären wir, was ein Formtrennmittel ist, wie verschiedene Typen funktionieren und warum Einkaufsmanager diese Materialien mit derselben Strenge bewerten müssen wie alle anderen Produktionsinputs.
Was ist ein Formtrennmittel?
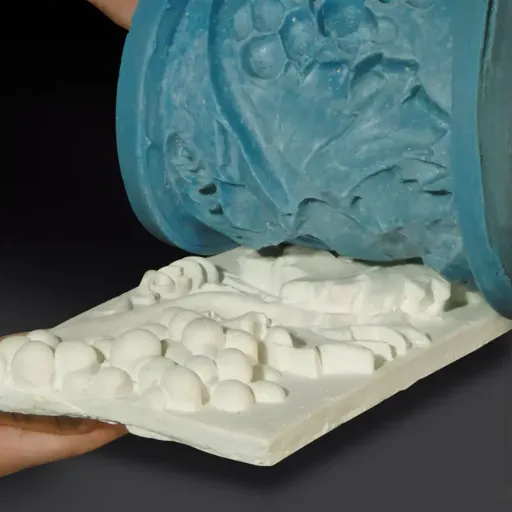
Ein Formtrennmittel ist ein Material, das vor dem Gießen auf die Oberfläche einer Form aufgebracht wird, um zu verhindern, dass die geschmolzene Metall an das Formmaterial haftet. Es schafft eine physikalische oder chemische Barriere, die ein sauberes Trennen nach dem Erstarren des Metalls ermöglicht und sowohl die Gussoberfläche als auch die Form selbst schützt.
Ohne ein effektives Formtrennmittel haftet das Metall an den Formoberflächen durch eine Kombination aus mechanischem Verzahnung, chemischer Reaktion und thermischer Kontraktionseffekten. Die Folgen umfassen eine schlechte Oberflächenbeschaffenheit, Maßungenauigkeiten, Formschäden und in schweren Fällen kann man den Guss überhaupt nicht entfernen.
Formtrennmittel erfüllen drei wesentliche Funktionen bei Gießvorgängen:
Trennung: Bildet eine Barriere, die das Anhaften von Metall an die Form verhindert
Schmierung: Ermöglicht es, dass der Guss ohne mechanische Kraft glatt von der Form gelöst wird
Thermischer Schutz: Isoliert die Formoberfläche vor thermischem Schock und Erosion durch geschmolzenes Metall
Die Art des Formtrennmittels, das Sie auswählen, hängt vom Gießverfahren, der Metalllegierung, dem Formmaterial und der Betriebstemperatur ab. Das Verständnis dieser Variablen ist der erste Schritt bei der Beschaffung des richtigen Produkts.
Arten von Formtrennmitteln
Formtrennmittel werden nach ihrer physikalischen Form, chemischen Zusammensetzung und Applikationsmethode kategorisiert. Jeder Typ bietet bestimmte Vorteile für spezifische Gießumgebungen.
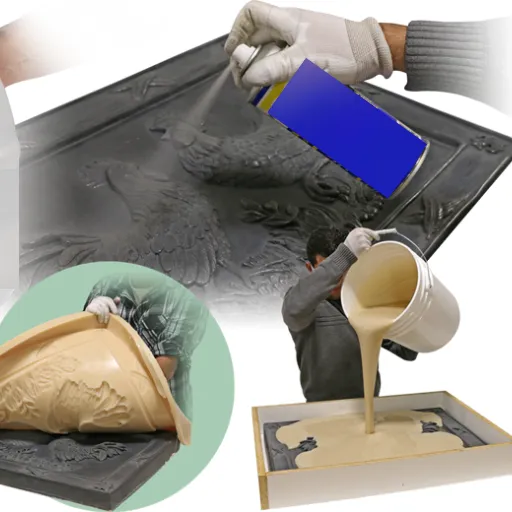
Flüssige Formtrennmittel
Flüssige Formtrennmittel sind typischerweise Suspensionen oder Lösungen, die durch Sprühen, Bürsten oder Fluten aufgetragen werden. Sie können Wasser, Öl oder Lösungsmittel als Trägerstoffe enthalten, sowie Wirkstoffe wie Graphit, Bornitrid oder Keramikpartikel.
Wasserbasierte flüssige Mittel sind in der Druckgießerei und einigen Sandgießverfahren üblich. Sie kühlen die Formoberfläche und legen dabei einen dünnen Trennfilm ab. Ölbasierten Mitteln bieten bessere Schmierung und werden für Schwerkraftgießen und einige Anwendungen mit Dauergussformen bevorzugt. Lösungsmittelbasierte Mittel trocknen schnell und sind in Prozessen nützlich, bei denen die Zufuhr von Feuchtigkeit unerwünscht ist.
Flüssige Trennmittel erfordern eine gleichmäßige Auftragsdicke. Ist die Schicht zu dünn, funktioniert die Trennung nicht. Ist sie zu dick, können Oberflächenfehler wie Verfärbungen oder Gaseinschlüsse auftreten.
Sprühtrennmittel
Sprühbare Trennmittel sind eine Untergruppe der flüssigen Trennmittel, die für die automatische oder manuelle Sprühapplikation entwickelt wurden. Sie bieten eine schnelle Abdeckung und werden häufig im Hochdruckguss eingesetzt, wo die Zykluszeiten kurz sind und eine gleichmäßige Applikation von entscheidender Bedeutung ist.
Sprühtrennmittel enthalten oft Graphit oder spezielle Keramiken, die in einem Trägermedium suspendiert sind. Das Sprühmuster und die Auftragsdicke müssen genau kontrolliert werden. Unterschiede bei der Applikation können zu ungleichmäßiger Trennung führen, was zu lokalen Anhaftungen oder Oberflächenfehlern führt.
Pulvertrennmittel
Pulvertrennmittel sind trockene Materialien, die direkt auf die Formoberflächen aufgebracht werden, indem sie gestäubt, geblasen oder elektrostatisch aufgebracht werden. Sie werden häufig im Dauerguss, im Feinguss und bei bestimmten Sondergießverfahren eingesetzt.
Die am weitesten verbreiteten Pulver-Formtrennmittel in der Metallurgie umfassen:
Beinmehl: Ein natürliches, nicht benetzendes Pulver mit ausgezeichneter thermischer Stabilität
Talg: Ein kostengünstiges Mineralpulver, das in Anwendungen bei niedrigeren Temperaturen eingesetzt wird
Graphitpulver: Bietet Schmierung und Wärmeleitfähigkeit
Keramikpulver: Spezialisierte synthetische Materialien für Prozesse bei extremen Temperaturen
Pulvermittel bieten den Vorteil einer einfachen Anwendung, keine Trocknungszeit und keine Feuchtigkeitszufuhr. Sie sind besonders wirksam in Prozessen, bei denen flüssige Trägerstoffe mit der geschmolzenen Metall oder dem Formmaterial reagieren würden.
Feste und pastöse Formtrennmittel
Feste Formtrennmittel umfassen Wachse, Seifen und feste Schmiermittel, die als Pasten oder feste Blöcke aufgebracht werden. Diese sind in der Großserien-Gießerei weniger verbreitet, finden aber Anwendung in spezialisierten Anwendungen wie Glasformen, Gummiformen und bestimmten Niedertemperatur-Metallgießprozessen.
Metallurgische und gießerei-technische Trennmittel

In metallurgischen Anwendungen müssen Trennmittel extreme Temperaturen, reaktive Metalllegierungen und wiederholte thermische Zyklen standhalten. Die Anforderungen an diese Materialien sind deutlich höher als bei der Kunststoff- oder Gummiformgebung.
Dauerformgießen
Beim Dauerformgießen werden wiederverwendbare Metallformen eingesetzt, die üblicherweise aus Stahl oder Eisen hergestellt sind. Das Trennmittel muss sowohl das Gussstück als auch die teure Formoberfläche schützen. Wiederholte Zyklen ohne ausreichenden Schutz verursachen Erosion, Rissbildung und Maßabweichungen in der Form.
Pulverförmige Trennmittel werden beim Dauerformgießen häufig bevorzugt, da sie keine flüssigen Rückstände hinterlassen, schnell zwischen den Zyklen aufgetragen werden können und ohne Wartezeit für das Trocknen erneut aufgebracht werden können. Das Mittel muss auch die hohen Temperaturen von geschmolzenen Aluminium-, Magnesium- oder Kupferlegierungen tolerieren, ohne zu degradieren oder zu reagieren.
Pressgießen
Beim Hochdruckpressgießen dominieren flüssige Trennmittel. Die schnellen Zykluszeiten und automatisierten Prozesse sprechen für die Sprühapplikation. Das Mittel muss eine sofortige Trennung gewährleisten und gleichzeitig die Formoberfläche kühlen, um die Maßhaltigkeit aufrechtzuerhalten.
Allerdings bringen Druckgussmittel Komplexität mit sich. Übersprühungen verursachen Abfall und Umweltbedenken. Die Trägerflüssigkeit kann Gasporosität verursachen, wenn sie mit geschmolzenem Metall in Kontakt kommt. Einige Gießereien erkunden trockene Pulveralternativen, um diese Probleme zu beseitigen.
Wachsausschmelzgießen
Beim Wachsausschmelzgießen werden keramische Schalen um Wachsmuster herum hergestellt. Das Formtrennmittel darf nicht mit dem keramischen Schalenmaterial oder dem geschmolzenen Metall interagieren, das Hochtemperaturlegierungen wie Edelstahl oder Titan enthalten kann.
Feine keramische Pulver und spezielle Knochenaschequalitäten werden beim Wachsausschmelzgießen wegen ihrer chemischen Inertheit und der kontrollierten Partikelgröße verwendet. Das Pulver muss fein genug sein, um sich an komplizierte Formdetails anzupassen, ohne Oberflächenrauheit zu verursachen.
Sandguss
Beim Sandguss werden Formtrennmittel auf die Musteroberflächen vor dem Einfüllen des Sands oder in die Formhöhlen vor dem Gießen aufgebracht. Das Mittel verhindert, dass der Sand am Muster haftet, und erleichtert das Entformen der Sandform von der Musterplatte. Es verbessert auch die Oberflächenbeschaffenheit des endgültigen Gusses, indem es die Haftung zwischen Sand und Metall verringert.
Flüssige Trennmittel und feine Pulver werden beide im Sandguss eingesetzt, je nach Bindemittelsystem und dem zu gießenden Metall.
Als das Team einer Präzisionsgussanlage in Südkorea von einem generischen Talkum-basierten Pulver zu einem kontrollierten Knochenmehl mit dokumentierter Partikelgröße und Reinheit wechselte, sank ihre Formreinigungszeit um 40%. Das Knochenmehl bildete eine gleichmäßigere Trennschicht und hinterließ nach jedem Zyklus weniger Rückstände auf der Formoberfläche. Über einen Zeitraum von sechs Monaten führte die reduzierte Formwartung zu messbaren Steigerungen der Produktionskapazität.
Benötigen Sie Knochenmehl als Formtrennmittel für Ihre Gießerei? Entdecken Sie die Spezifikationen von Feilong's Formtrenn-Knochenmehl
Warum Knochenmehl ein wirksames Formtrennmittel ist
Unter den pulverförmigen Formtrennmitteln nimmt Knochenmehl eine einzigartige Position ein. Es ist kein synthetisches Material, das für die Metallurgie entwickelt wurde. Es ist ein natürlich gewonnenes Produkt, dessen Eigenschaften genau mit den Anforderungen des Metallgusses übereinstimmen.
Nicht-benetzende Eigenschaften
Kalziniertes Knochenmehl ist von Natur aus nicht benetzend für die meisten geschmolzenen Metalle. Wenn es auf eine Formoberfläche aufgebracht wird, absorbiert es das Metall nicht und bildet unter normalen Gießtemperaturen keine chemischen Bindungen. Dies schafft eine saubere physikalische Trennung, die es ermöglicht, dass der Gussstück ohne Adhäsion abgezogen werden kann.
Thermische Stabilität
Während der Herstellung wird Knochenmehl bei Temperaturen von etwa 1300°C kalziniert. Das bedeutet, dass es bereits bei den Temperaturen, die bei der Gießung von Aluminium, Magnesium und sogar vielen Kupferlegierungen auftreten, thermisch stabil ist. Es zersetzt sich nicht, verbrennt nicht und erzeugt keine flüchtigen Gase, wenn es mit geschmolzenem Metall in Kontakt kommt.
Steuerbare Partikelgröße
Industrielles Knochenmehl für Formtrennanwendungen ist in bestimmten Partikelgrößen erhältlich, typischerweise 325 Mesh. Die feine, gleichmäßige Partikelgröße ermöglicht eine gleichmäßige Applikation und eine anpassungsfähige Beschichtung komplexer Formgeometrien. Eine ungleichmäßige Partikelverteilung erzeugt Schwachstellen, an denen Metall anhaften kann.
Chemische Inertheit
Die primäre Zusammensetzung von Knochenasche, Calciumphosphat und Calciumcarbonat, ist chemisch inert gegenüber den meisten gängigen Gusslegierungen. Sie führt keine Verunreinigungen ein, verändert nicht die Chemie der Legierung und reagiert nicht mit Formmaterialien. Diese Inertheit ist von entscheidender Bedeutung für Gießereien, die spezifikationskritische Gussstücke herstellen.
Wärmeisolierung
Knochenasche bietet eine leichte Wärmeisolierung zwischen der geschmolzenen Metalle und der Formoberfläche. Dies reduziert den thermischen Schock für die Form, verlangsamt die Wärmeableitung etwas und kann die Metallströmung in dünnen Abschnitten verbessern. Der Isolationseffekt hilft auch, Formbeschichtungen zu schützen und die Lebensdauer der Form zu verlängern.
Um zu verstehen, wie Knochenasche hergestellt wird und warum die Qualität ihrer Kalzinierung wichtig ist, lesen Sie unsere Übersicht über was Knochenasche ist und wie sie hergestellt wird.
Wie man das richtige Formtrennmittel auswählt
Die Auswahl eines Formtrennmittels ist eine technische Beschaffungsentscheidung. Die falsche Wahl verursacht Produktionsprobleme. Die richtige Wahl wird zu einem unsichtbaren Katalysator für eine konsistente Produktion.
Stimme das Trennmittel dem Gießverfahren zu
Das Druckgießen erfordert schnell trocknende Sprühmittel, die mit der automatischen Applikation kompatibel sind. Beim Dauerguss werden oft Pulvermittel aufgrund der Geschwindigkeit und Einfachheit bevorzugt. Das Wachsausschmelzverfahren benötigt ultrafine Pulver, die die empfindlichen Keramikhüllen nicht beschädigen. Beim Sandguss können je nach Sandbindersystem entweder Flüssigkeiten oder Pulver verwendet werden.
Stimme das Trennmittel der Metallegierung zu
Verschiedene Metalle stellen unterschiedliche Herausforderungen dar. Aluminiumlegierungen werden bei relativ mäßigen Temperaturen gegossen und funktionieren gut mit Knochenasche, Graphit und Keramikpulvern.
Magnesiumlegierungen sind reaktiver und erfordern Mittel mit spezieller chemischer Kompatibilität. Kupferlegierungen werden bei höheren Temperaturen gegossen und benötigen möglicherweise Materialien mit höherer Temperaturbeständigkeit. Beim Gießen von Eisenlegierungen bei extremen Temperaturen werden oft spezielle Keramikbeschichtungen anstelle einfacher Trennmittel benötigt.
Beurteile die Applikationsmethode und die Zykluszeit
Hohe Produktionsvolumen in automatisierten Produktionslinien erfordern Mittel, die schnell und gleichmäßig appliziert werden können. Manuelle Vorgänge können langsamere Applikationsmethoden tolerieren. Das Mittel muss zu Ihrer Zykluszeit passen. Wenn die Applikation zum Engpass wird, beeinträchtigt selbst ein effektives Mittel die Produktivität.
Berücksichtigen Sie die Anforderungen an die Oberflächenbeschaffenheit
Einige Gussstücke erfordern eine Spiegeloberfläche. Andere können rauhere Oberflächen tolerieren. Feine Pulvermittel wie Knochenmehl erzeugen im Allgemeinen glattere Oberflächen als grobe Pulver oder unebene Flüssigkeitsfilme. Wenn Ihre Kundenanforderungen Oberflächenrauhigkeitsgrenzen umfassen, testen Sie das Mittel an Produktionsproben, bevor Sie sich entscheiden.
Beurteilen Sie die Faktoren für Gesundheit, Sicherheit und Umwelt
Einige flüssige Formtrennmittel enthalten flüchtige organische Verbindungen oder andere regulierte Stoffe. Pulvermittel erzeugen Staub, der möglicherweise Belüftung und Atemschutz erfordert. Natürliche Materialien wie Knochenmehl vermeiden Bedenken hinsichtlich synthetischer Chemikalien, erfordern aber dennoch Standardmaßnahmen für die industrielle Hygiene.
Testen Sie, bevor Sie sich entscheiden
Die zuverlässigste Auswahlmethode ist die Produktionsprüfung. Wenden Sie die Kandidatenmittel in Ihren tatsächlichen Formen, mit Ihren tatsächlichen Legierungen, unter Ihren tatsächlichen Zyklusbedingungen an. Messen Sie die Trennleistung, die Oberflächenbeschaffenheit, den Zustand der Form und alle Nebenwirkungen. Ein Datenblatt sagt Ihnen, was der Lieferant behauptet. Ihre eigene Prüfung sagt Ihnen, was wirklich zählt.
Qualitätsstandards und Beschaffungsüberlegungen
Nicht alle Formtrennmittel liefern eine konsistente Leistung. Variationen in der Partikelgröße, Reinheit und Zusammensetzung können einen zuverlässigen Prozess in eine Fehlerbehebungstätigkeit verwandeln.
Was man bei einem Pulver-Formtrennmittel beachten sollte
Bei der Beschaffung von Pulver-Formtrennmitteln, insbesondere Knochenasche, überprüfen Sie diese Parameter:
Partikelgrößenverteilung: Fordern Sie die Maschengröße und die Partikelgrößenverteilungsdaten an. 325 Mesh ist für die meisten Gießereianwendungen der Standard.
Chemische Zusammensetzung: Bei Knochenasche bestätigen Sie den Gehalt an Kalzium, Phosphor und Eisen. Verunreinigungen können die Leistung beeinträchtigen und Verfärbungen verursachen.
Kalzinierungsqualität: Knochenasche, die bei 1300°C kalziniert wurde, erreicht eine vollständige Zersetzung und eine stabile Mineralstruktur. Niedrigere Temperaturen können organische Rückstände hinterlassen, die in der Form verbrennen und Gasmängel verursachen.
Verbrennungsverlust: Sollte ≤1,0% sein. Ein höherer Verbrennungsverlust weist auf eine unvollständige Kalzinierung hin.
Feuchtigkeitsgehalt: Pulver sollten trocken sein. Feuchtigkeit, die in eine heiße Form eingebracht wird, erzeugt Dampf und Porositätsfehler.
Chargenkonstanz: Jede Lieferung sollte der Spezifikation entsprechen. Schwankungen erfordern ständige Prozessanpassungen.
Dokumentationsanforderungen
Fordern Sie mit jeder Lieferung ein Analysenzertifikat an. Bei kritischen Anwendungen bitten Sie um Partikelgrößenanalyse, chemische Analyse und Daten zum Feuchtigkeitsgehalt. Wenn Sie international einkaufen, stellen Sie sicher, dass der Lieferant Exportdokumentation, geeignete Verpackung und zuverlässige Logistik bietet.
Häufige Einkaufsfehler
Preis über Konstanz wählen: Ein Pulver mit dem niedrigsten Preis pro Kilogramm bringt nichts, wenn sich die Partikelgröße von Charge zu Charge um 20 % unterscheidet.
Partikelgröße ignorieren: Grobe oder variierende Partikel führen zu ungleichmäßiger Bedeckung und Oberflächenfehlern.
Testläufe überspringen: Testen Sie immer neue Mittel in Ihrer tatsächlichen Produktionsumgebung, bevor Sie Großbestellungen aufgeben.
Über die Verpackung hinweg: Pulverförmige Formtrennmittel müssen trocken und unversehrt ankommen. Unzureichende Verpackung führt zu Feuchtigkeitsaufnahme und Klumpenbildung.
Suchen Sie nach metallurgischem Knochenmehl mit garantierten Spezifikationen? Entdecken Sie Feilong Knochenmehl für metallurgische Anwendungen
Feilong Formtrenn-Knochenmehl

Luohe Feilong Bone Carbon Co., Ltd. liefert seit über 20 Jahren Knochenmehl für keramische und metallurgische Anwendungen. Unser Formtrenn-Knochenmehl wird aus entfetteten Rinderknochenblöcken bei 1300°C kalziniert, was ein weißes Pulver mit der erforderlichen Partikelgröße, Reinheit und thermischen Stabilität für Gießerei- und Gussvorgänge ergibt.
Wir produzieren Knochenmehl mit einer Feinheit von 325 Mesh und kontrollierter chemischer Zusammensetzung. Jede Charge wird auf Calcium, Phosphor, Eisen und Brennverlust getestet, und es wird eine vollständige COA-Dokumentation bereitgestellt. Unsere vertikal integrierte Fabrik kontrolliert die Produktion vom Rohstoffeingang über die Kalzinierung, Mahlung bis hin zur Qualitätsprüfung.
Wir exportieren direkt an Hersteller in Deutschland, Südkorea, den Vereinigten Staaten und anderen Märkten. Die Bestellmengen sind flexibel und beginnen ab 1 Metrikton. Für Gießereien, die Pulverformtrennmittel auswerten, stellen wir Proben mit vollständiger COA für die Qualifizierungsprüfung zur Verfügung.
Sind Sie bereit, Feilong-Formtrennknochenmehl in Ihrem Gießprozess auszuwerten? Fordern Sie eine kostenlose Probe mit vollständiger COA an oder kontaktieren Sie unser technisches Team, um Ihre metallurgischen Anforderungen zu besprechen.
Fazit
Ein Formtrennmittel ist ein für die Produktion kritischer Stoff, der direkt die Gießqualität, die Lebensdauer der Form und die Betriebseffizienz beeinflusst. Egal, ob Sie eine Hochdruckgusslinie, eine Dauergussgießerei oder eine Feingussanlage betreiben, das von Ihnen gewählte Mittel muss Ihrem Prozess, Ihrer Legierung und Ihren Qualitätsstandards entsprechen.
Pulverformtrennmittel und insbesondere Knochenmehl bieten Gießereien eine natürliche, thermisch stabile und chemisch inerte Option, die sich in einer Reihe von Nichteisen-Gießanwendungen zuverlässig bewährt. Der Schlüssel zum Erfolg liegt in der Beschaffung von einem Hersteller, der die Partikelgröße, die Kalzinationsqualität und die Chargenkonsistenz kontrolliert.
Wichtige Erkenntnisse:
Formtrennmittel verhindern die Anhaftung von Metall an der Form und schützen die Formoberflächen vor thermischen Schäden.
Flüssige, sprühbare, pulverförmige und feste Mittel eignen sich jeweils für verschiedene Gießprozesse und Zyklusanforderungen.
Knochenasche ist ein bewährtes pulverförmiges Formtrennmittel mit nicht benetzenden Eigenschaften, thermischer Stabilität und chemischer Inertheit.
Partikelgröße, Kalzinierungsqualität und Chargenkonsistenz sind die kritischen Beschaffungsparameter für pulverförmige Mittel.
Testen Sie immer Formtrennmittel in Ihrer tatsächlichen Produktionsumgebung, bevor Sie sich für eine Massenlieferung entscheiden.
Bei Feilong fertigen wir die kalzinierte Knochenasche her, auf die Gießereien für sauberes Trennen, konsistente Leistung und vorhersehbare Prozesskontrolle angewiesen sind. Unser Kalzinierungsprozess bei 1300°C, die Chargendokumentation und die exportbereite Lieferkette unterstützen metallurgische Käufer, die Zuverlässigkeit in großem Maßstab benötigen.
Beschaffen Sie sich Knochenasche zur Formtrennung mit garantierten Spezifikationen für Ihre Gießerei. Fordern Sie heute ein Spezifikationsblatt an und sehen Sie, wie die Direktqualität aus der Fabrik Ihre Gießvorgänge unterstützt.
Kürzlich veröffentlicht
-
Cupellation Method: Ein vollständiger Leitfaden für die Feueranalyse und die Edelmetallanalyse
15. Juni 2026Ein einzelner Prüfbecher aus falscher Knochenasche kann einen gesamten Feuerschmelzversuch zerstören und einer Raffinerie Tausende Mehr lesen
Mehr lesen -
Industrielles Formtrennpulver: Typen, Anwendungen und Beschaffung
15. Juni 2026Im späten Jahr 2022 wechselte eine Druckgussfabrik in Ohio von einem Bornitrid-Spray zu einem auf Knochenmehl basierten industriel Mehr lesen
Mehr lesen -
Körniges Knochenkohlegranulat für die Filtration: Eigenschaften, Anwendungen und Beschaffung
15. Juni 2026Im Jahr 2019 wechselte eine kommunale Wasseraufbereitungsanlage im Westen der Vereinigten Staaten von aktivierter Tonerde zu einem Mehr lesen
Mehr lesen -
Knochenkohle-Regeneration: Was Wasseraufbereitungsexperten wissen sollten
15. Juni 2026Im Jahr 2019 stand ein Projektmanager für Gemeinschaftswasserversorgung in Kenia vor einem Problem. Das Entfluorierungssystem mit Mehr lesen
Mehr lesen

Kontaktieren Sie uns
Empfohlene Produkte
-
 Hersteller verkauft kalziniertes Knochenasche oder -pulver zu niedrigen PreisenUS$ 850MOQ: 5 Tons
Hersteller verkauft kalziniertes Knochenasche oder -pulver zu niedrigen PreisenUS$ 850MOQ: 5 Tons -
Hersteller verkauft kalziniertes Knochenasche oder -pulver zu niedrigen PreisenUS$ 850MOQ: 5 Tons
-
Hersteller verkauft kalziniertes Knochenasche oder -pulver zu niedrigen PreisenUS$ 850MOQ: 5 Tons
-
Gut verkaufende Knochenasche für die FormtrennungUS$ 820MOQ: 5 Tons
-
Feilong Direct Sales Die-casting Water-soluble Mold Metal Release AgentUS$ 820MOQ: 5 Tons




-
Natürliche tierische KnochenascheUS$ 820MOQ: 5 Tons
-
Chinesischer Hersteller liefert umweltfreundliches KnochenaschepulverUS$ 890MOQ: 1 Ton
-
Kalziniertes Knochenmehl für Knochenporzellan zu einem guten PreisUS$ 820MOQ: 5 Tons
-
Synthetische Knochenasche für Keramik zu einem guten PreisUS$ 850MOQ: 5 Tons
-
Calcium- und Phosphor-Pulver - 325 Mesh-PulverUS$ 850MOQ: 5 Tons




-
Kalzium- und Phosphorpulver - 325 Mesh-PulverUS$ 850MOQ: 5 Tons
-
Calcium Stearate PVC PE Schmiermittel Entformungspulver HerstellerUS$ 850MOQ: 5 Tons
-
Bekannter Lieferant verkauft Knochenaschepulver, das den Umweltstandards als Tierfutter entspricht.US$ 850MOQ: 5 Tons
-
Industriegrade Knochenasche für Knochenkeramik und MetallurgieUS$ 900MOQ: 5 Tons
-
Tierasche für Knochenporzellan verwendetUS$ 900MOQ: 5 Tons



-
Calcium- und Phosphorpulver - 325 Mesh PulverUS$ 850MOQ: 5 Tons
-
Hochwertige Knochenasche für die Formtrennung / KnochenaschepulverUS$ 820MOQ: 5 Tons
-
Hersteller verkauft kalziniertes Knochenasche oder -pulver zu niedrigen PreisenUS$ 850MOQ: 5 Tons
-
Kalziniertes Knochenmehl für Knochenporzellan zu günstigen PreisenUS$ 820MOQ: 5 Tons
-
Hochwertige Knochenasche zur Formtrennung / KnochenaschepulverUS$ 820MOQ: 5 Tons