Mold Release Agent: Types, Selection, and Foundry Applications
A production supervisor at a foundry in northern China watched his morning shift lose two hours to a single problem. A batch of aluminum castings had bonded to the permanent mold so tightly that removal required mechanical force.
The result was scratched surfaces, rejected parts, and a mold that needed reconditioning before the next pour. The root cause wasn't the metal temperature or the alloy. It was the mold release agent.
If you manage foundry operations, source raw materials for metal casting, or oversee metallurgical production, you already know mold release agents aren't optional consumables. They're process-critical materials that directly affect surface quality, cycle time, mold longevity, and scrap rates. In this guide, we explain what a mold release agent is, how different types function, and why procurement managers need to evaluate these materials with the same rigor they apply to any other production input.
What Is a Mold Release Agent?
A mold release agent is a material applied to the surface of a mold before casting to prevent the molten metal from bonding to the mold material. It creates a physical or chemical barrier that allows clean separation after the metal solidifies, preserving both the casting surface and the mold itself.
Without an effective mold release agent, metal adheres to mold surfaces through a combination of mechanical interlocking, chemical reaction, and thermal contraction effects. The consequences include poor surface finish, dimensional inaccuracy, mold damage, and in severe cases, you can't remove the casting at all.
Mold release agents serve three essential functions in casting operations:
Separation: Forms a barrier that prevents metal-to-mold adhesion
Lubrication: Allows the casting to release smoothly without mechanical force
Thermal protection: Insulates the mold surface from thermal shock and molten metal erosion
The type of mold release agent you select depends on the casting process, the metal alloy, the mold material, and the operating temperature. Understanding these variables is the first step in sourcing the right product.
Types of Mold Release Agents
Mold release agents are categorized by their physical form, chemical composition, and application method. Each type offers distinct advantages for specific casting environments.
Liquid Mold Release Agents
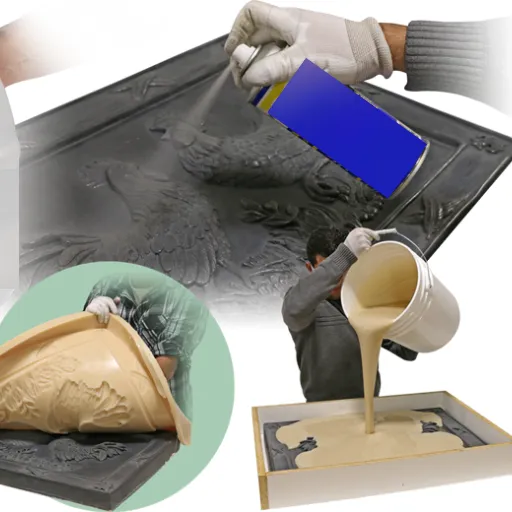
Liquid mold release agents are typically suspensions or solutions applied by spraying, brushing, or flooding. They may contain water, oil, or solvent carriers with active ingredients such as graphite, boron nitride, or ceramic particles.
Water-based liquid agents are common in die casting and some sand casting operations. They cool the mold surface while depositing a thin separating film. Oil-based agents provide better lubrication and are preferred for gravity casting and some permanent mold applications. Solvent-based agents dry quickly and are useful in processes where moisture introduction is undesirable.
Liquid agents require uniform application thickness. Too thin, and separation fails. Too thick, and surface defects such as staining or gas porosity can occur.
Spray Mold Release Agents
Spray-applied mold release agents are a subset of liquid agents designed for automated or manual spray application. They offer fast coverage and are widely used in high-pressure die casting where cycle times are short and consistent application is critical.
Spray agents often contain graphite or specialized ceramics suspended in a carrier medium. The spray pattern and deposition thickness must be controlled precisely. Variations in application can cause uneven release, leading to localized sticking or surface blemishes.
Powder Mold Release Agents
Powder mold release agents are dry materials applied directly to mold surfaces by dusting, blowing, or electrostatic methods. They are commonly used in permanent mold casting, investment casting, and certain specialty foundry processes.
The most widely used powder mold release agents in metallurgy include:
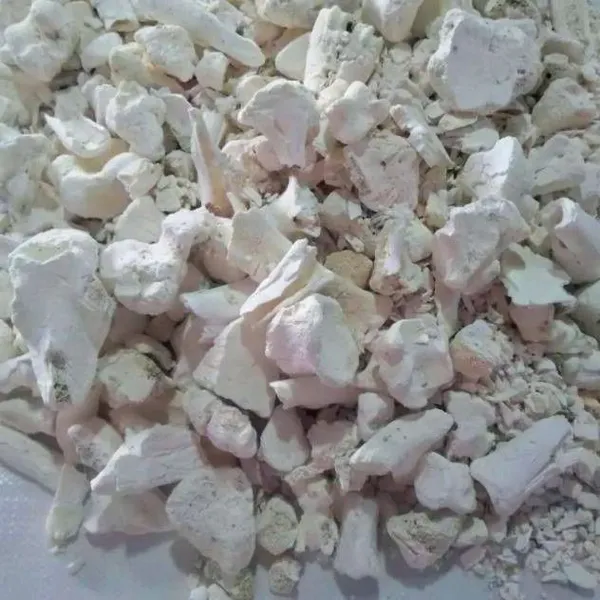
Bone ash powder: A natural, non-wetting powder with excellent thermal stability
Talc: A low-cost mineral powder used in lower-temperature applications
Graphite powder: Provides lubrication and thermal conductivity
Ceramic powders: Specialized synthetic materials for extreme temperature processes
Powder agents offer the advantage of simple application, no drying time, and no moisture introduction. They are particularly effective in processes where liquid carriers would react with the molten metal or the mold material.
Solid and Paste Mold Release Agents
Solid mold release agents include waxes, soaps, and solid lubricants applied as pastes or solid blocks. These are less common in high-volume foundry work but find use in specialized applications such as glass molding, rubber molding, and certain low-temperature metal casting processes.
Mold Release Agents in Metallurgy and Foundry Work

In metallurgical applications, mold release agents must withstand extreme temperatures, reactive metal alloys, and repeated thermal cycling. The demands placed on these materials are significantly higher than in plastics or rubber molding.
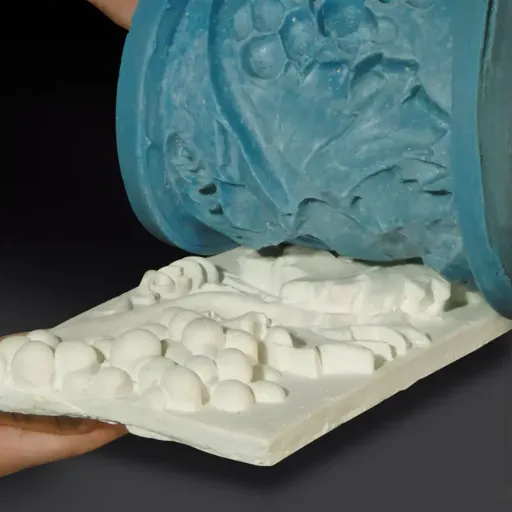
Permanent Mold Casting
Permanent mold casting uses reusable metal molds, typically made of steel or iron. The mold release agent must protect both the casting and the expensive mold surface. Repeated cycles without adequate protection cause erosion, cracking, and dimensional drift in the mold.
Powder mold release agents are frequently preferred in permanent mold work because they leave no liquid residue, apply quickly between cycles, and can be reapplied without waiting for drying. The agent must also tolerate the high temperatures of molten aluminum, magnesium, or copper alloys without degrading or reacting.
Die Casting
In high-pressure die casting, liquid mold release agents dominate. The rapid cycle times and automated processes favor spray application. The agent must provide instant separation while cooling the die surface to maintain dimensional stability.
However, die casting agents introduce complexity. Overspray creates waste and environmental concerns. The carrier liquid can cause gas porosity if it contacts molten metal. Some foundries are exploring dry powder alternatives to eliminate these issues.
Investment Casting
Investment casting uses ceramic shells built around wax patterns. The mold release agent must not interact with the ceramic shell material or the molten metal, which may include high-temperature alloys such as stainless steel or titanium.
Fine ceramic powders and specialized bone ash grades are used in investment casting for their chemical inertness and controlled particle size. The powder must be fine enough to conform to intricate mold details without introducing surface roughness.
Sand Casting
In sand casting, mold release agents are applied to pattern surfaces before sand packing, or to mold cavities before pouring. The agent prevents the sand from adhering to the pattern and helps the sand mold release from the pattern board. It also improves the surface finish of the final casting by reducing sand-to-metal adhesion.
Liquid parting agents and fine powders are both used in sand casting, depending on the binder system and the metal being cast.
When the team at a precision casting facility in South Korea switched from a generic talc-based powder to a controlled-grade bone ash with documented particle size and purity, their mold cleaning time dropped by 40%. The bone ash formed a more uniform separation layer and left less residue on the mold surface after each cycle. Over six months, the reduced mold maintenance translated into measurable production capacity gains.
Need mold-releasing bone ash for your foundry operation? Explore Feilong's mold-releasing bone ash specifications
Why Bone Ash Is an Effective Mold Release Agent
Among powder mold release agents, bone ash occupies a unique position. It's not a synthetic material engineered for metallurgy. It's a naturally derived product whose properties happen to align precisely with the requirements of metal casting.
Non-Wetting Properties
Calcined bone ash is inherently non-wetting to most molten metals. When applied to a mold surface, it does not absorb the metal or form chemical bonds under normal casting temperatures. This creates a clean physical separation that allows the casting to pull away without adhesion.
Thermal Stability
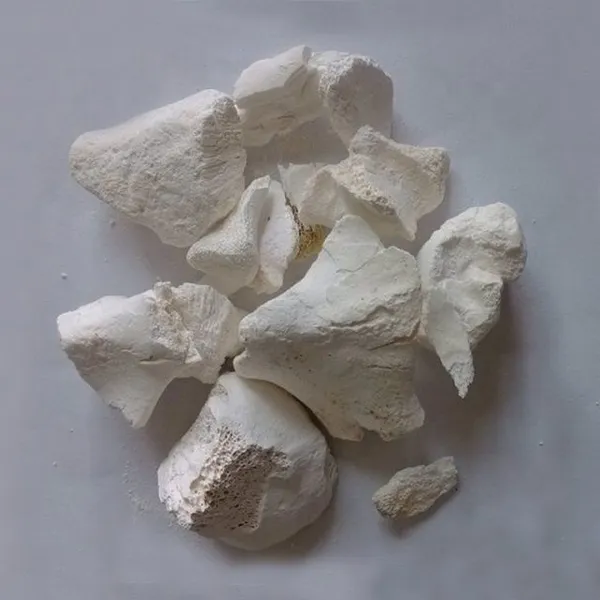
Bone ash is calcined at temperatures around 1300°C during production. This means it is already thermally stable at the temperatures encountered in aluminum, magnesium, and even many copper alloy casting operations. It doesn't decompose, burn off, or produce volatile gases when exposed to molten metal.
Controlled Particle Size
Industrial bone ash for mold release applications is available in specific particle sizes, typically 325 mesh. The fine, consistent particle size allows uniform application and conformal coating of complex mold geometries. Uneven particle distribution creates weak spots where metal can adhere.
Chemical Inertness
The primary composition of bone ash, calcium phosphate and calcium carbonate, is chemically inert to most common casting alloys. It doesn't introduce contaminants, alter alloy chemistry, or react with mold materials. This inertness is critical for foundries producing specification-critical castings.
Thermal Insulation
Bone ash provides mild thermal insulation between the molten metal and the mold surface. This reduces thermal shock to the mold, slows heat extraction slightly, and can improve metal flow in thin sections. The insulating effect also helps protect mold coatings and extend mold life.
To understand how bone ash is produced and why its calcination quality matters, read our overview of what bone ash is and how it's manufactured.
How to Select the Right Mold Release Agent
Selecting a mold release agent is a technical procurement decision. The wrong choice causes production problems. The right choice becomes an invisible enabler of consistent output.
Match the Agent to the Casting Process
Die casting requires fast-drying spray agents compatible with automated application. Permanent mold casting often favors powder agents for speed and simplicity. Investment casting needs ultra-fine powders that won't damage delicate ceramic shells. Sand casting may use either liquids or powders depending on the sand binder system.
Match the Agent to the Metal Alloy
Different metals present different challenges. Aluminum alloys cast at relatively moderate temperatures and work well with bone ash, graphite, and ceramic powders.
Magnesium alloys are more reactive and require agents with specific chemical compatibility. Copper alloys run hotter and may need higher-temperature-resistant materials. Ferrous casting at extreme temperatures often requires specialized ceramic coatings rather than simple release agents.
Evaluate Application Method and Cycle Time
High-volume automated lines need agents that apply quickly and consistently. Manual operations may tolerate slower application methods. The agent must fit your cycle time. If application becomes the bottleneck, even an effective agent hurts productivity.
Consider Surface Finish Requirements
Some castings need mirror finishes. Others tolerate rougher surfaces. Fine powder agents like bone ash generally produce smoother surfaces than coarse powders or uneven liquid films. If your customer specifications include surface roughness limits, test the agent on production samples before committing.
Assess Health, Safety, and Environmental Factors
Some liquid mold release agents contain volatile organic compounds or other regulated substances. Powder agents generate dust that may require ventilation and respiratory protection. Natural materials such as bone ash avoid synthetic chemical concerns but still require standard industrial hygiene practices.
Test Before Committing
The most reliable selection method is production testing. Apply candidate agents in your actual molds, with your actual alloys, under your actual cycle conditions. Measure release performance, surface finish, mold condition, and any side effects. A specification sheet tells you what the supplier claims. Your own trial tells you what matters.
Quality Standards and Sourcing Considerations
Not all mold release agents deliver consistent performance. Variability in particle size, purity, and composition can turn a reliable process into a troubleshooting exercise.
What to Look for in a Powder Mold Release Agent
When sourcing powder mold release agents, particularly bone ash, verify these parameters:
Particle size distribution: Ask for mesh size and particle size distribution data. 325 mesh is standard for most foundry applications.
Chemical composition: For bone ash, confirm calcium, phosphorus, and iron content. Impurities can affect performance and introduce discoloration.
Calcination quality: Bone ash calcined at 1300°C achieves complete decomposition and stable mineral structure. Lower temperatures may leave organic residues that burn off in the mold, creating gas defects.
Burning loss: Should be ≤1.0%. Higher burning loss indicates incomplete calcination.
Moisture content: Powders should be dry. Moisture introduced into a hot mold creates steam and porosity defects.
Batch consistency: Every shipment should match the specification. Variability forces constant process adjustment.
Documentation Requirements
Request a Certificate of Analysis with every shipment. For critical applications, ask for particle size analysis, chemical assay, and moisture content data. If you are sourcing internationally, confirm that the supplier provides export documentation, proper packaging, and reliable logistics.
Common Sourcing Mistakes
Choosing price over consistency: The lowest-cost powder per kilogram means nothing if the particle size varies by 20% between batches.
Ignoring particle size: Coarse or variable particles create uneven coverage and surface defects.
Skipping trial runs: Always test new agents in your actual production environment before placing bulk orders.
Overlooking packaging: Powder mold release agents must arrive dry and uncontaminated. Inadequate packaging leads to moisture absorption and clumping.
Looking for metallurgical-grade bone ash with guaranteed specifications? Explore Feilong bone ash for metallurgical applications
Feilong Mold-Releasing Bone Ash

Luohe Feilong Bone Carbon Co., Ltd. has supplied bone ash for ceramic and metallurgical applications for over 20 years. Our mold-releasing bone ash is calcined from defatted bovine bone blocks at 1300°C, producing a white powder with the particle size, purity, and thermal stability required for foundry and casting operations.
We produce bone ash in 325 mesh fineness with controlled chemical composition. Every batch is tested for calcium, phosphorus, iron, and burning loss, with full COA documentation provided. Our vertically integrated factory controls production from raw material intake through calcination, grinding, and quality testing.
We export directly to manufacturers in Germany, South Korea, the United States, and other markets, with flexible order quantities starting from 1 metric ton. For foundries evaluating powder mold release agents, we provide samples with full COA for qualification testing.
Ready to evaluate Feilong mold-releasing bone ash in your casting process? Request a free sample with full COA or contact our technical team to discuss your metallurgical requirements.
Conclusion
A mold release agent is a production-critical material that directly influences casting quality, mold life, and operational efficiency. Whether you operate a high-pressure die casting line, a permanent mold foundry, or an investment casting facility, the agent you choose must match your process, your alloy, and your quality standards.
Powder mold release agents, and bone ash in particular, offer foundries a natural, thermally stable, chemically inert option that performs reliably across a range of non-ferrous casting applications. The key to success is sourcing from a manufacturer who controls particle size, calcination quality, and batch consistency.
Key takeaways:
Mold release agents prevent metal-to-mold adhesion and protect mold surfaces from thermal damage.
Liquid, spray, powder, and solid agents each suit different casting processes and cycle requirements.
Bone ash is a proven powder mold release agent with non-wetting properties, thermal stability, and chemical inertness.
Particle size, calcination quality, and batch consistency are the critical sourcing parameters for powder agents.
Always trial-test mold release agents in your actual production environment before committing to bulk supply.
At Feilong, we manufacture the calcined bone ash that foundries depend on for clean release, consistent performance, and predictable process control. Our 1300°C calcination process, batch documentation, and export-ready supply chain support metallurgical buyers who need reliability at scale.
Source mold-releasing bone ash with guaranteed specifications for your foundry. Request a specification sheet today and see how factory-direct quality supports your casting operations.
Recently Posted
-
Cupellation Method: A Complete Guide to Fire Assay and Precious Metal Analysis
June 15, 2026A single cupel made from the wrong bone ash can destroy an entire fire assay and cost a refinery thousands of dollars in rework an Read More
Read More -
Industrial Mold Release Powder: Types, Applications, and Sourcing
June 15, 2026In late 2022, a die casting plant in Ohio switched from a boron nitride spray to a bone ash-based industrial mold release powder f Read More
Read More -
Granular Bone Char for Filtration: Properties, Applications, and Sourcing
June 15, 2026In 2019, a municipal water treatment facility in the western United States switched from activated alumina to a granular bone char Read More
Read More -
Bone Char Regeneration: What Water Treatment Professionals Should Know
June 15, 2026In 2019, a community water project manager in Kenya faced a problem. The bone char defluoridation system had been running for eigh Read More
Read More

Contact Us
Recommended Products
-
 Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons -
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
-
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
-
Sell Well Bone Ash for Mold Releasing UseUS$ 820MOQ: 5 Tons
-
Feilong Direct Sales Die-casting Water-soluble Mold Metal Release AgentUS$ 820MOQ: 5 Tons




-
Natural Animal Bone AshUS$ 820MOQ: 5 Tons
-
China Manufacturer Supply Eco-Friendly Bone Ash PowderUS$ 890MOQ: 1 Ton
-
Calcined Bone Ash for Bone China With GoodPriceUS$ 820MOQ: 5 Tons
-
Synthetic Bone Ash for Ceramic With Good PriceUS$ 850MOQ: 5 Tons
-
Calcium and Phosphorus Powder - 325 MeshPowderUS$ 850MOQ: 5 Tons




-
Calcium and Phosphorus Powder - 325 MeshPowderUS$ 850MOQ: 5 Tons
-
Calcium Stearate PVC PE Lubricant Mould-releasing Powder ManufacturerUS$ 850MOQ: 5 Tons
-
Reputed Supplier Selling Bone Ash Powder Which Meet With Environmental Standard As Animal FeedstuffUS$ 850MOQ: 5 Tons
-
Industrial Grade Bone Ash for Bone Ceramics and MetallurgyUS$ 900MOQ: 5 Tons
-
Animal Ashes Used for Bone ChinaUS$ 900MOQ: 5 Tons



-
Calcium and Phosphorus Powder - 325 MeshPowderUS$ 850MOQ: 5 Tons
-
High Quality Bone Ash for Mold Releasing Use/bone Ash PowderUS$ 820MOQ: 5 Tons
-
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
-
Calcined Bone Ash for Bone China With GoodPriceUS$ 820MOQ: 5 Tons
-
High Quality Bone Ash for Mold Releasing Use/bone Ash PowderUS$ 820MOQ: 5 Tons