Agente de liberação de molde: Tipos, seleção e aplicações em fundição
Um supervisor de produção em uma fundição no norte da China assistiu enquanto a sua equipe da manhã perdeu duas horas para um único problema. Um lote de peças fundidas de alumínio aderiu ao molde permanente tão firmemente que a remoção exigiu força mecânica.
O resultado foram superfícies riscadas, peças rejeitadas e um molde que precisava ser recondicionado antes da próxima fundição. A causa raiz não era a temperatura do metal ou a liga. Era o agente de liberação de molde.
Se você gerencia operações de fundição, fornece matérias-primas para fundição de metais ou supervisiona a produção metalúrgica, você já sabe que os agentes de liberação de molde não são consumíveis opcionais. Eles são materiais críticos para o processo que afetam diretamente a qualidade da superfície, o tempo de ciclo, a longevidade do molde e as taxas de rejeição. Neste guia, explicamos o que é um agente de liberação de molde, como os diferentes tipos funcionam e por que os gerentes de compras precisam avaliar esses materiais com o mesmo rigor que aplicam a qualquer outro insumo de produção.
O que é um Agente de Liberação de Molde?
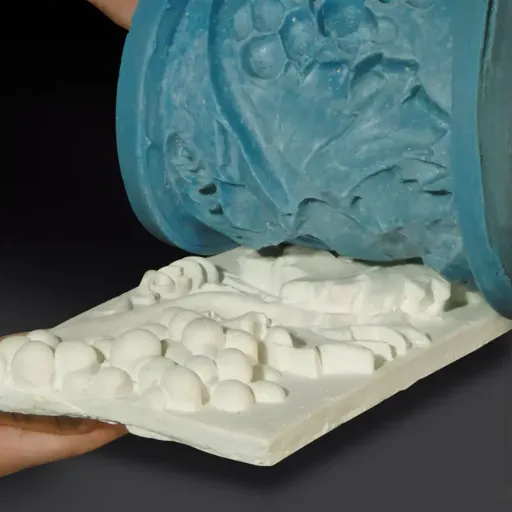
Um agente de liberação de molde é um material aplicado à superfície de um molde antes da fundição para evitar que o metal fundido se adira ao material do molde. Ele cria uma barreira física ou química que permite uma separação limpa depois que o metal solidifica, preservando tanto a superfície da peça fundida quanto o próprio molde.
Sem um agente de liberação de molde eficaz, o metal adere às superfícies do molde por meio de uma combinação de interbloqueio mecânico, reação química e efeitos de contração térmica. As consequências incluem acabamento superficial ruim, imprecisão dimensional, danos ao molde e, em casos graves, você nem consegue remover a peça fundida.
Os agentes de liberação de molde atendem a três funções essenciais nas operações de fundição:
Separação: Forma uma barreira que evita a adesão do metal ao molde
Lubrificação: Permite que a peça fundida seja liberada suavemente sem força mecânica
Proteção térmica: Isola a superfície do molde do choque térmico e da erosão do metal fundido
O tipo de agente de liberação de molde que você seleciona depende do processo de fundição, da liga metálica, do material do molde e da temperatura de operação. Compreender essas variáveis é o primeiro passo para encontrar o produto certo.
Tipos de Agentes de Liberação de Molde
Os agentes de liberação de molde são categorizados pela sua forma física, composição química e método de aplicação. Cada tipo oferece vantagens distintas para ambientes de fundição específicos.
Agentes de Liberação de Molde Líquidos
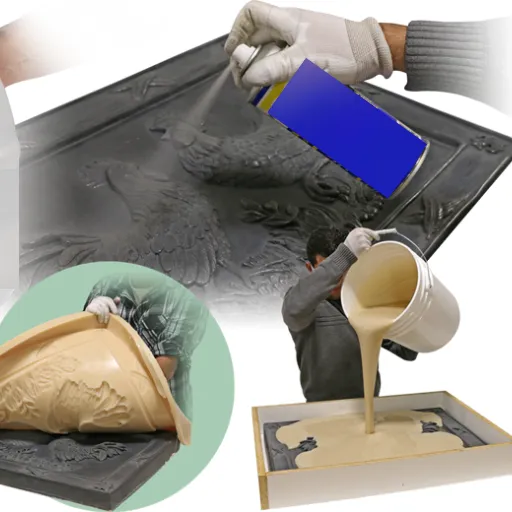
Os agentes de liberação de molde líquidos são geralmente suspensões ou soluções aplicadas por pulverização, pincelada ou enchente. Eles podem conter água, óleo ou solventes como veículos, com ingredientes ativos, como grafite, nitreto de boro ou partículas cerâmicas.
Os agentes líquidos à base de água são comuns na fundição por injeção e em algumas operações de fundição em areia. Eles resfriam a superfície do molde enquanto depositam uma fina camada separadora. Os agentes à base de óleo fornecem melhor lubrificação e são preferidos para fundição por gravidade e algumas aplicações de moldes permanentes. Os agentes à base de solvente secam rapidamente e são úteis em processos onde a introdução de umidade é indesejável.
Agentes líquidos requerem espessura de aplicação uniforme. Se for muito fino, a separação falha. Se for muito grosso, podem ocorrer defeitos de superfície, como manchas ou porosidade de gás.
Agentes de liberação de molde em spray
Agentes de liberação de molde aplicados por spray são um subconjunto de agentes líquidos projetados para aplicação automática ou manual por spray. Eles oferecem cobertura rápida e são amplamente usados em fundição a pressão alta, onde os tempos de ciclo são curtos e a aplicação consistente é fundamental.
Agentes de spray geralmente contêm grafite ou cerâmicas especializadas suspensas em um meio veículo. O padrão de spray e a espessura de deposição devem ser controlados com precisão. Variações na aplicação podem causar liberação irregular, levando a aderência localizada ou manchas na superfície.
Agentes de liberação de molde em pó
Agentes de liberação de molde em pó são materiais secos aplicados diretamente nas superfícies do molde por peneiramento, sopro ou métodos eletrostáticos. Eles são comumente usados em fundição em molde permanente, fundição por investimento e certos processos especializados de fundição.
Os agentes de liberação de molde em pó mais amplamente utilizados na metalurgia incluem:
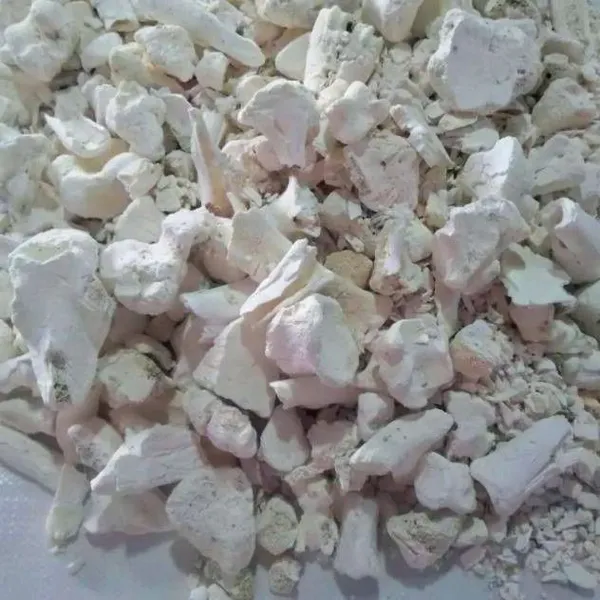
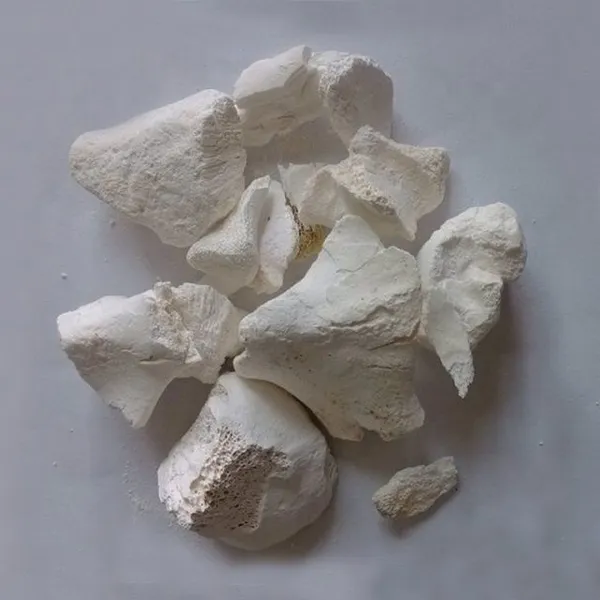
Cinza de osso: Um pó natural e não molhante com excelente estabilidade térmica
Tálco: Um pó mineral de baixo custo usado em aplicações de baixa temperatura
Pó de grafite: Fornece lubrificação e condutividade térmica
Pós cerâmicos: Materiais sintéticos especializados para processos de temperatura extrema
Os agentes em pó oferecem a vantagem de aplicação simples, sem tempo de secagem e sem introdução de umidade. Eles são particularmente eficazes em processos em que os carreadores líquidos reagem com o metal fundido ou o material do molde.
Agentes de Liberação de Molde Sólidos e em Pasta
Os agentes de liberação de molde sólidos incluem cera, sabões e lubrificantes sólidos aplicados em pasta ou blocos sólidos. Esses são menos comuns em trabalhos de fundição em grande volume, mas são usados em aplicações especializadas, como moldagem de vidro, moldagem de borracha e certos processos de fundição de metal a baixa temperatura.
Agentes de liberação de molde na metalurgia e na fundição

Em aplicações metalúrgicas, os agentes de liberação de molde devem resistir a temperaturas extremas, ligas de metais reativos e ciclos térmicos repetidos. As demandas impostas a esses materiais são significativamente maiores do que na moldagem de plásticos ou borracha.
Fundição em molde permanente
A fundição em molde permanente usa moldes de metal reutilizáveis, normalmente feitos de aço ou ferro. O agente de liberação de molde deve proteger tanto a peça fundida quanto a cara do molde cara. Ciclos repetidos sem proteção adequada causam erosão, rachaduras e desvio dimensional no molde.
Agentes de liberação de molde em pó são frequentemente preferidos no trabalho com moldes permanentes porque não deixam resíduos líquidos, são aplicados rapidamente entre os ciclos e podem ser reaplicados sem esperar para secar. O agente também deve tolerar as altas temperaturas de ligas de alumínio, magnésio ou cobre em fusão sem se degradar ou reagir.
Fundição por injeção
Na fundição por injeção a alta pressão, os agentes de liberação de molde líquidos são dominantes. Os tempos de ciclo rápidos e os processos automatizados favorecem a aplicação por spray. O agente deve proporcionar separação instantânea enquanto resfria a superfície da matriz para manter a estabilidade dimensional.
Contudo, os agentes de fundição a pressão introduzem complexidade. O excesso de pulverização cria desperdícios e preocupações ambientais. O líquido veículo pode causar porosidade de gás se entrar em contato com o metal fundido. Algumas fundições estão explorando alternativas de pó seco para eliminar esses problemas.
Fundição por cera perdida
A fundição por cera perdida utiliza cascas cerâmicas construídas em torno de padrões de cera. O agente de liberação do molde não deve interagir com o material da casca cerâmica ou com o metal fundido, que pode incluir ligas de alta temperatura, como aço inoxidável ou titânio.
Pós cerâmicos finos e graus especializados de cinza de osso são usados na fundição por cera perdida por sua inércia química e tamanho de partícula controlado. O pó deve ser fino o suficiente para se conformar aos detalhes intricados do molde sem introduzir rugosidade na superfície.
Fundição em areia
Na fundição em areia, os agentes de liberação do molde são aplicados nas superfícies dos padrões antes do enchimento com areia ou nas cavidades do molde antes da fundição. O agente evita que a areia adira ao padrão e ajuda a liberação do molde de areia do quadro do padrão. Ele também melhora o acabamento superficial da peça fundida final, reduzindo a adesão da areia ao metal.
Agentes de liberação líquidos e pós finos são usados na fundição em areia, dependendo do sistema de ligação e do metal sendo fundido.
Quando a equipe de uma fábrica de fundição precisa na Coreia do Sul mudou de um pó genérico à base de talco para uma cinza de osso de grau controlado com tamanho de partícula e pureza documentados, o tempo de limpeza do molde caiu em 40%. A cinza de osso formou uma camada de separação mais uniforme e deixou menos resíduo na superfície do molde após cada ciclo. Em seis meses, a redução da manutenção do molde se traduziu em ganhos mensuráveis de capacidade de produção.
Precisa de cinza de osso para liberação de molde para sua operação de fundição? Explore as especificações da cinza de osso para liberação de molde da Feilong
Por que a Cinza de Osso é um Eficaz Agente de Liberação de Molde
Entre os agentes de liberação de molde em pó, a cinza de osso ocupa uma posição única. Não é um material sintético projetado para metalurgia. É um produto natural cujas propriedades coincidem precisamente com os requisitos da fundição de metais.
Propriedades anti-aderentes
A cinza de osso calcinada é inerentemente anti-aderente à maioria dos metais fundidos. Quando aplicada à superfície de um molde, não absorve o metal nem forma ligações químicas nas temperaturas normais de fundição. Isso cria uma separação física limpa que permite que a peça fundida se afaste sem aderência.
Estabilidade térmica
A cinza de osso é calcinada a temperaturas em torno de 1300°C durante a produção. Isso significa que já é termicamente estável nas temperaturas encontradas nas operações de fundição de alumínio, magnésio e até de muitas ligas de cobre. Não se decompõe, não queima nem produz gases voláteis quando exposta ao metal fundido.
Tamanho de partícula controlado
A cinza de osso industrial para aplicações de liberação de molde está disponível em tamanhos de partícula específicos, normalmente 325 mesh. O tamanho de partícula fino e consistente permite uma aplicação uniforme e um revestimento conformável de geometrias complexas de moldes. Uma distribuição irregular de partículas cria pontos fracos onde o metal pode aderir.
Inércia química
A composição principal de cinzas de osso, fosfato de cálcio e carbonato de cálcio, é quimicamente inerte para a maioria das ligas de fundição comuns. Não introduz contaminantes, altera a química da liga ou reage com os materiais do molde. Essa inércia é fundamental para fundições que produzem peças fundidas com especificações críticas.
Isolamento Térmico
As cinzas de osso fornecem um leve isolamento térmico entre o metal fundido e a superfície do molde. Isso reduz o choque térmico no molde, diminui ligeiramente a extração de calor e pode melhorar o fluxo do metal em seções finas. O efeito isolante também ajuda a proteger os revestimentos do molde e prolongar a vida útil do molde.
Para entender como as cinzas de osso são produzidas e por que a qualidade da sua calcinação importa, leia nossa visão geral do que são as cinzas de osso e como são fabricadas.
Como Selecionar o Agente de Liberação de Molde Correto
Selecionar um agente de liberação de molde é uma decisão técnica de compras. A escolha errada causa problemas de produção. A escolha certa se torna um facilitador invisível de produção consistente.
Corresponda o agente ao processo de fundição
A fundição por injeção requer agentes de spray de secagem rápida compatíveis com a aplicação automatizada. A fundição em molde permanente geralmente prefere agentes em pó por causa da velocidade e simplicidade. A fundição por fusão perdida necessita de pós ultrafinos que não danifiquem as delicadas cascas cerâmicas. A fundição em areia pode usar líquidos ou pós, dependendo do sistema de ligante de areia.
Corresponda o agente à liga metálica
Diferentes metais apresentam diferentes desafios. As ligas de alumínio são fundidas a temperaturas relativamente moderadas e funcionam bem com cinza de osso, grafite e pós cerâmicos.
As ligas de magnésio são mais reativas e requerem agentes com compatibilidade química específica. As ligas de cobre funcionam a temperaturas mais altas e podem precisar de materiais mais resistentes a altas temperaturas. A fundição de ferro a temperaturas extremas geralmente requer revestimentos cerâmicos especializados em vez de simples agentes de liberação.
Avalie o método de aplicação e o tempo de ciclo
Linhas automatizadas de alto volume precisam de agentes que se apliquem rapidamente e de forma consistente. As operações manuais podem tolerar métodos de aplicação mais lentos. O agente deve se encaixar no seu tempo de ciclo. Se a aplicação se tornar o gargalo, mesmo um agente eficaz prejudica a produtividade.
Considere os Requisitos de Acabamento Superficial
Algumas peças fundidas precisam de acabamentos espelhados. Outras toleram superfícies mais rugosas. Agentes em pó fino, como cinza de osso, geralmente produzem superfícies mais lisas do que pós grosseiros ou filmes líquidos irregulares. Se as especificações do seu cliente incluírem limites de rugosidade superficial, teste o agente em amostras de produção antes de se comprometer.
Avalie os Fatores de Saúde, Segurança e Meio Ambiente
Alguns agentes de liberação de molde líquidos contêm compostos orgânicos voláteis ou outras substâncias regulamentadas. Agentes em pó geram poeira que pode exigir ventilação e proteção respiratória. Materiais naturais, como cinza de osso, evitam preocupações com produtos químicos sintéticos, mas ainda exigem práticas padrão de higiene industrial.
Teste Antes de Se Comprometer
O método de seleção mais confiável é o teste de produção. Aplique os agentes candidatos em seus moldes reais, com suas ligas reais, nas suas condições reais de ciclo. Meça o desempenho de liberação, o acabamento superficial, o estado do molde e quaisquer efeitos colaterais. Uma folha de especificações diz o que o fornecedor afirma. Seu próprio teste diz o que realmente importa.
Padrões de qualidade e considerações de aquisição
Não todos os agentes de liberação de molde oferecem desempenho consistente. A variabilidade no tamanho das partículas, pureza e composição pode transformar um processo confiável em um exercício de solução de problemas.
O que procurar em um agente de liberação de molde em pó
Quando for adquirir agentes de liberação de molde em pó, especialmente cinza de osso, verifique esses parâmetros:
Distribuição do tamanho das partículas: Peça dados sobre o tamanho da malha e a distribuição do tamanho das partículas. A malha 325 é padrão para a maioria das aplicações de fundição.
Composição química: Para a cinza de osso, confirme o conteúdo de cálcio, fósforo e ferro. Impurezas podem afetar o desempenho e causar descoloração.
Qualidade da calcinação: A cinza de osso calcinada a 1300°C alcança decomposição completa e estrutura mineral estável. Temperaturas mais baixas podem deixar resíduos orgânicos que se queimam no molde, criando defeitos de gás.
Perda por queima: Deve ser ≤1,0%. Uma perda por queima mais alta indica calcinação incompleta.
Conteúdo de umidade: Os pós devem estar secos. A umidade introduzida em um molde quente cria vapor e defeitos de porosidade.
Consistência do lote: Cada envio deve corresponder à especificação. A variabilidade força ajustes constantes no processo.
Requisitos de documentação
Solicite um Certificado de Análise com cada envio. Para aplicações críticas, peça análise de tamanho de partícula, ensaio químico e dados de conteúdo de umidade. Se você estiver comprando internacionalmente, confirme se o fornecedor fornece documentação de exportação, embalagem adequada e logística confiável.
Erros comuns na aquisição
Escolher o preço em vez da consistência: O pó de menor custo por quilograma não significa nada se o tamanho das partículas variar em 20% entre os lotes.
Ignorar o tamanho das partículas: Partículas grossas ou variáveis criam cobertura irregular e defeitos de superfície.
Pular testes preliminares: Sempre teste novos agentes em seu ambiente de produção real antes de fazer pedidos em grande volume.
Desprezar o embalamento: Os agentes de liberação de pó devem chegar secos e sem contaminação. Embalagens inadequadas levam à absorção de umidade e formação de grumos.
Está procurando cinza de osso de qualidade metalúrgica com especificações garantidas? Explore a cinza de osso Feilong para aplicações metalúrgicas
Cinza de Osso Liberadora de Molde Feilong

A Luohe Feilong Bone Carbon Co., Ltd. forneceu cinza de osso para aplicações cerâmicas e metalúrgicas por mais de 20 anos. Nossa cinza de osso liberadora de molde é calcinada a partir de blocos de osso bovino desengordurado a 1300°C, produzindo um pó branco com o tamanho de partícula, pureza e estabilidade térmica necessários para operações de fundição e moldagem.
Produzimos cinza de osso com finura de 325 mesh e composição química controlada. Cada lote é testado quanto ao teor de cálcio, fósforo, ferro e perda por queima, com documentação completa de COA fornecida. Nossa fábrica verticalmente integrada controla a produção desde a entrada da matéria-prima até a calcinação, moagem e testes de qualidade.
Exportamos diretamente para fabricantes na Alemanha, Coreia do Sul, Estados Unidos e outros mercados, com quantidades de pedido flexíveis a partir de 1 tonelada métrica. Para fundições que estejam avaliando agentes de liberação de molde em pó, fornecemos amostras com Certificado de Análise Completo (COA) para testes de qualificação.
Está pronto para avaliar a cinza óssea liberadora de molde Feilong em seu processo de fundição? Peça uma amostra gratuita com COA completo ou entre em contato com nossa equipe técnica para discutir suas necessidades metalúrgicas.
Conclusão
Um agente de liberação de molde é um material crítico para a produção que influencia diretamente a qualidade da peça fundida, a vida útil do molde e a eficiência operacional. Se você gerencia uma linha de fundição a pressão, uma fundição de molde permanente ou uma instalação de fundição por investimento, o agente que você escolher deve ser compatível com seu processo, sua liga e seus padrões de qualidade.
Agentes de liberação de molde em pó, e em particular a cinza óssea, oferecem às fundições uma opção natural, termicamente estável e quimicamente inerte que apresenta desempenho confiável em uma variedade de aplicações de fundição de metais não-ferrosos. A chave para o sucesso é adquirir o produto de um fabricante que controle o tamanho das partículas, a qualidade da calcinação e a consistência de lote.
Pontos principais:
Agentes de liberação de molde evitam a adesão metal-molde e protegem as superfícies do molde contra danos térmicos.
Agentes líquidos, em spray, em pó e sólidos são adequados para diferentes processos de fundição e requisitos de ciclo.
A cinza de osso é um agente de liberação de molde em pó comprovado, com propriedades não molhantes, estabilidade térmica e inércia química.
O tamanho das partículas, a qualidade da calcinação e a consistência do lote são os parâmetros críticos de aquisição para agentes em pó.
Sempre faça testes de provas dos agentes de liberação de molde em seu ambiente de produção real antes de comprometer-se com o fornecimento em massa.
Na Feilong, fabricamos a cinza de osso calcificada da qual as fundições dependem para uma liberação limpa, desempenho consistente e controle de processo previsível. Nosso processo de calcinação a 1300°C, documentação de lote e cadeia de suprimentos pronta para exportação apoiam compradores metalúrgicos que precisam de confiabilidade em escala.
Adquira cinza de osso para liberação de molde com especificações garantidas para sua fundição. Peça uma folha de especificações hoje e veja como a qualidade direta da fábrica apoia suas operações de fundição.
Publicado recentemente
-
Método de Cuppelagem: Um Guia Completo para Análise por Fogo e Análise de Metais Preciosos
15 de junho de 2026Um único copel feito com cinza de osso incorreta pode destruir todo um ensaio a fogo e custar a uma refinaria milhares de dólares Ler mais
Ler mais -
Pó de Liberação de Moldes Industriais: Tipos, Aplicações e Aquisição
15 de junho de 2026No final de 2022, uma fábrica de fundição por injeção no Ohio passou de um spray de nitreto de boro para um pó de liberação de mol Ler mais
Ler mais -
Carvão de osso granular para filtração: Propriedades, aplicações e fontes de abastecimento
15 de junho de 2026Em 2019, uma estação de tratamento de água municipal no oeste dos Estados Unidos passou do alumina ativada para um meio de carvão Ler mais
Ler mais -
Regeneração de Carvão de Osso: O que Profissionais de Tratamento de Água Devem Saber
15 de junho de 2026Em 2019, um gerente de projeto de água comunitária no Quênia enfrentou um problema. O sistema de defluoridação com carvão de osso Ler mais
Ler mais

Contate-nos
Produtos recomendados
-
 Fabricante vende cinza ou pó de osso calcinado a preço baixoUS$ 850MOQ: 5 Tons
Fabricante vende cinza ou pó de osso calcinado a preço baixoUS$ 850MOQ: 5 Tons -
Fabricante vende cinza ou pó de osso calcinado a baixo preçoUS$ 850MOQ: 5 Tons
-
Fabricante vende cinzas ou pó de osso calcinado a preço baixoUS$ 850MOQ: 5 Tons
-
Vende Bem Cinzas de Osso para Uso na Liberação do MoldeUS$ 820MOQ: 5 Tons
-
Feilong Direct Sales Agent de liberação de molde metálico solúvel em água de die-castingUS$ 820MOQ: 5 Tons




-
Cinzas naturais de ossos de animaisUS$ 820MOQ: 5 Tons
-
Fabricante chinês fornece pó de cinzas ósseas ecológicoUS$ 890MOQ: 1 Ton
-
Cinzas de osso calcinate para porcelana de osso com bom preçoUS$ 820MOQ: 5 Tons
-
Cinzas sintéticas de osso para cerâmica com bom preçoUS$ 850MOQ: 5 Tons
-
Pó de Cálcio e Fósforo - Pó de 325 MeshUS$ 850MOQ: 5 Tons




-
Pó de Cálcio e Fósforo - Pó de 325 MeshUS$ 850MOQ: 5 Tons
-
Fabricante de Pó de Liberação de Molde Lubrificante de Estearato de Cálcio para PVC e PEUS$ 850MOQ: 5 Tons
-
Fornecedor de boa reputação vendendo pó de cinzas de ossos que atende aos padrões ambientais como farinha animalUS$ 850MOQ: 5 Tons
-
Cinzas de osso de grau industrial para cerâmicas de osso e metalurgiaUS$ 900MOQ: 5 Tons
-
Cinzas de animais usadas para porcelana de ossoUS$ 900MOQ: 5 Tons



-
Pó de Cálcio e Fósforo - Pó de 325 MeshUS$ 850MOQ: 5 Tons
-
Cinzas de osso de alta qualidade para liberação de moldes / Pó de cinzas de ossoUS$ 820MOQ: 5 Tons
-
Fabricante vende cinza ou pó de osso calcinado a preço baixoUS$ 850MOQ: 5 Tons
-
Cinzas de osso calcined para porcelana de osso com preço bomUS$ 820MOQ: 5 Tons
-
Cinzas de osso de alta qualidade para liberação de moldes / Pó de cinzas de ossoUS$ 820MOQ: 5 Tons