Средства для снятия с форм: типы, выбор и применение в литейных производствах
Производственный супервизор на литейном предприятии в северном Китае наблюдал, как на утренней смене потратили два часа на решение одной проблемы. Партия алюминиевых отливок настолько плотно прилепилась к постоянному матрицу, что для извлечения требовалось применение механической силы.
Результатом стали царапины на поверхности, бракованные детали и матрица, которая требовала восстановления перед следующим заливом. Коренная причина не заключалась в температуре металла или легировке. Это был разделительный состав.
Если вы управляете литейными производствами, закупаете сырье для металлических отливок или контролируете металлургическое производство, вы уже знаете, что разделительные составы не являются опциональными расходными материалами. Это материалы, критически важные для процесса, которые напрямую влияют на качество поверхности, время цикла, долговечность матрицы и уровень брака. В этом руководстве мы объясним, что такое разделительный состав, как работают разные типы, и почему менеджеры по закупкам должны оценивать эти материалы с той же тщательностью, что и любой другой производственный ресурс.
Что такое разделительный состав?
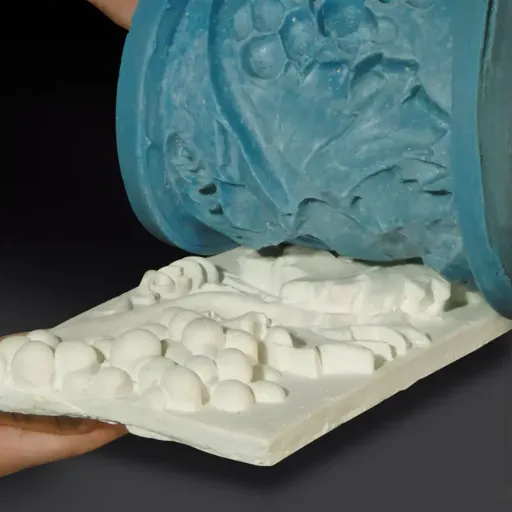
Антиадгезивный агент - это материал, который наносится на поверхность формы перед литьем, чтобы предотвратить прилипание расплавленного металла к материалу формы. Он создает физическую или химическую преграду, которая позволяет чисто отделить отливку после затвердевания металла, сохраняя как поверхность отливки, так и саму форму.
Без эффективного антиадгезивного агента металл прилипает к поверхностям формы за счет механического зацепления, химических реакций и эффектов термического сжатия. Последствия включают плохое качество поверхности, неточность размеров, повреждение формы, а в тяжелых случаях отливку вообще невозможно извлечь.
Антиадгезивные агенты выполняют три важные функции в литейных операциях:
Разделение: Формирует барьер, который предотвращает прилипание металла к форме
Смазка: Позволяет отливке свободно отделяться без приложения механической силы
Термическая защита: Изолирует поверхность формы от термического удара и эрозии расплавленным металлом
Тип отсадочного агента, который вы выбираете, зависит от литейного процесса, металлического сплава, материала формы и рабочей температуры. Понимание этих переменных является первым шагом в подборе подходящего продукта.
Типы отсадочных агентов
Отсадочные агенты классифицируются по их физической форме, химическому составу и методу нанесения. Каждый тип имеет свои особенности и преимущества для конкретных литейных условий.
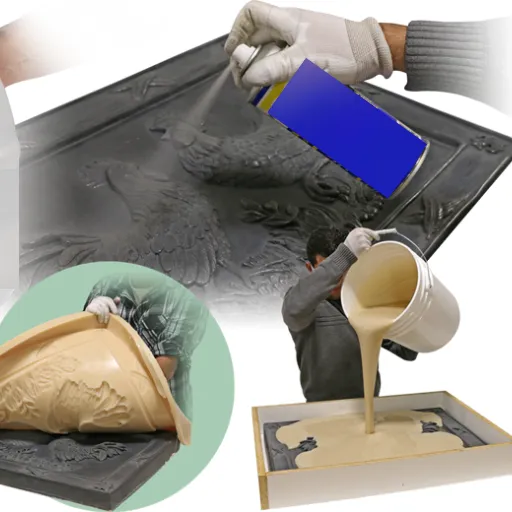
Жидкие отсадочные агенты
Жидкие отсадочные агенты обычно представляют собой суспензии или растворы, которые наносятся путем распыления, кистевого нанесения или заливки. Они могут содержать воду, масло или растворители, а также активные ингредиенты, такие как графит, нитрид бора или керамические частицы.
Водные жидкие агенты широко используются в литье под давлением и некоторых операциях пескового литья. Они охлаждают поверхность формы и при этом образуют тонкую разделительную пленку. Масляные агенты обеспечивают лучшую смазку и предпочтительны для гравитационного литья и некоторых применений с постоянными формами. Растворительные агенты быстро высыхают и полезны в процессах, где появление влаги нежелательно.
Жидкие отделочные средства требуют равномерной толщины нанесения. Если слой слишком тонкий, отделка не произойдет. Если слишком толстый, могут возникнуть дефекты поверхности, такие как пятна или пористость.
Аэрозольные отделочные средства
Аэрозольные отделочные средства - это подкатегория жидких отделочных средств, разработанных для автоматического или ручного распыления. Они обеспечивают быстрый покрыватель и широко используются в высоконапорной литье под давлением, где время цикла короткое, и равномерное нанесение является критически важным.
Аэрозольные отделочные средства часто содержат графит или специальные керамические материалы, взвешенные в носителе. Паттерн распыления и толщина нанесения должны быть точно контролируемыми. Различия в нанесении могут привести к неравномерному отделению, что может привести к локальному прилипанию или дефектам поверхности.
Порошковые отделочные средства
Порошковые отделочные средства - это сухие материалы, которые наносятся непосредственно на поверхность формы путем опыления, продувки или электростатического метода. Они обычно используются в постоянной литьевой форме, литье по выплавляемым моделям и некоторых специальных литейных процессах.
Наиболее широко используемые порошковые средства для отделки от форм в металлургии включают:
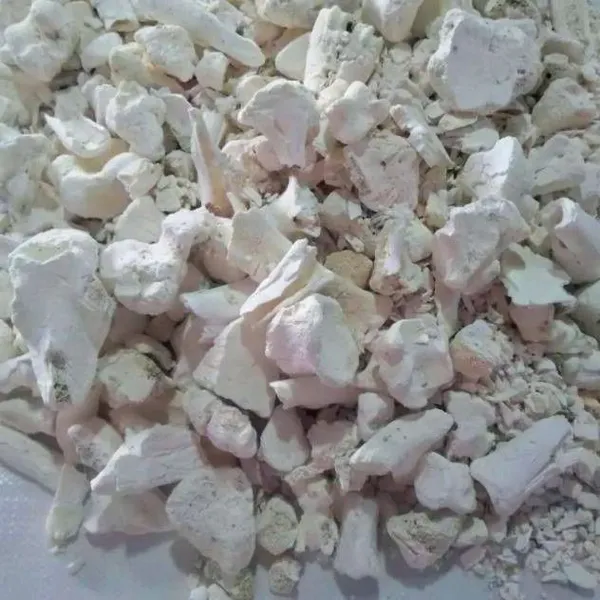
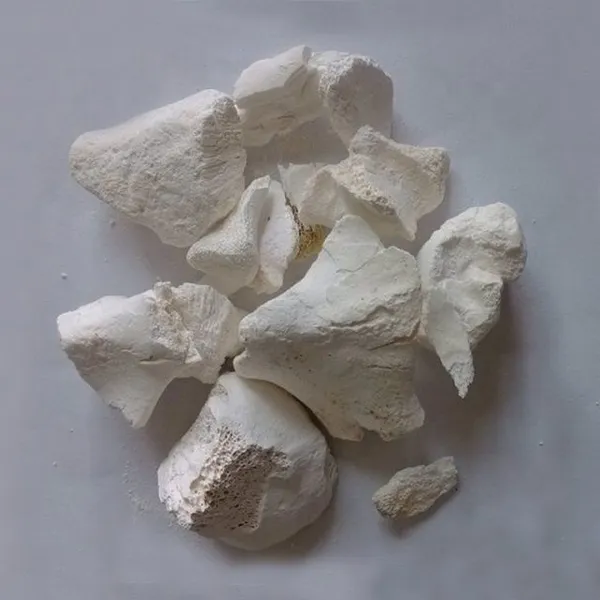
Костный порошок: натуральный, не смачивающий порошок с отличной термостабильностью
Тальк: недорогой минеральный порошок, используемый при более низких температурах
Графитовый порошок: обеспечивает смазку и теплопроводность
Керамические порошки: специализированные синтетические материалы для процессов при экстремальных температурах
Порошковые агенты обладают преимуществом простого нанесения, отсутствия времени сушки и отсутствия внесения влаги. Они особенно эффективны в процессах, где жидкие носители могут реагировать с расплавленным металлом или материалом формы.
Твердые и пастообразные средства для отделки от форм
Твердые средства для отделки от форм включают воски, мыла и твердые смазки, применяемые в виде паст или твердых блоков. Они менее распространены в крупномасштабном литейном производстве, но используются в специализированных областях, таких как литье стекла, литье резины и некоторые низкотемпературные процессы литья металлов.
Смазки для литейных форм в металлургии и литейном производстве

В металлургических приложениях смазки для литейных форм должны выдерживать экстремальные температуры, реактивные металлические сплавы и многократный термоцикл. Требования к этим материалам значительно выше, чем в производстве пластмасс или резины.
Постоянное литье в металлические формы
При постоянном литье в металлические формы используются многократно используемые металлические формы, обычно изготовленные из стали или железа. Смазка для литейной формы должна защищать как отливку, так и дорогостоящую поверхность формы. Повторяющиеся циклы без надлежащей защиты вызывают эрозию, трещины и изменение размеров формы.
Порошковые смазки для литейных форм часто предпочитаются при постоянном литье в металлические формы, так как они не оставляют жидких остатков, быстро наносятся между циклами и могут быть нанесены повторно без ожидания высыхания. Смазка также должна выдерживать высокие температуры расплавленных алюминиевых, магниевых или медных сплавов без деградации или реакции.
Давление литья
При высоконапорном литье под давлением преобладают жидкие смазки для литейных форм. Быстрые циклы и автоматизированные процессы благоприятствуют распылительному нанесению. Смазка должна обеспечивать мгновенное отделение отливки от формы, одновременно охлаждая поверхность формы для сохранения размерной стабильности.
Однако агенты для литья под давлением вносят сложность. Перепыление создает отходы и вызывает обеспокоенность по поводу окружающей среды. Несущая жидкость может вызвать газовую пористость, если она контактирует с расплавленным металлом. Некоторые литейные цеха исследуют альтернативы сухим порошкам, чтобы устранить эти проблемы.
Литейство по выплавляемым моделям
Литейство по выплавляемым моделям использует керамические формы, изготовленные вокруг восковых моделей. Агент для отделения от формы не должен взаимодействовать с материалом керамической формы или расплавленным металлом, который может включать высокотемпературные сплавы, такие как нержавеющая сталь или титан.
Тонкие керамические порошки и специальные сорта костной пыли используются в литействе по выплавляемым моделям из-за их химической инертности и контролируемого размера частиц. Порошок должен быть достаточно тонким, чтобы соответствовать сложным деталям формы без создания шероховатости поверхности.
Песчаное литье
При песчаном литье агенты для отделения от формы наносятся на поверхности моделей перед наполнением песком или в полости формы перед заливкой. Агент предотвращает прилипание песка к модели и помогает отделить песчаную форму от доски с моделью. Он также улучшает поверхность готовой отливки, уменьшая адгезию песка к металлу.
Жидкие разделительные агенты и тонкие порошки используются в песчаной литье, в зависимости от системы связующего и металла, который отливают.
Когда команда прецизионного литейного предприятия в Южной Корее перешла от обычного порошка на основе талька к контролируемого качества костного пепла с документированным размером частиц и чистотой, время очистки форм уменьшилось на 40%. Костный пепел образовал более равномерный разделительный слой и оставил меньше остатков на поверхности формы после каждого цикла. За шесть месяцев снижение затрат на обслуживание форм привело к ощутимому увеличению производственной мощности.
Нужен костный пепел для отделения форм для вашей литейной работы? Исследуйте характеристики костного пепла для отделения форм Feilong
Почему костный пепел является эффективным разделительным агентом для форм
Среди порошковых разделительных агентов для форм костный пепел занимает особое место. Это не синтетический материал, разработанный для металлургии. Это натуральный продукт, свойства которого совпадают с требованиями металлургического литья.
Свойства непромокаемости
Кальцинированная костная пыль по своей природе непромокаема для большинства расплавленных металлов. При нанесении на поверхность формы она не впитывает металл и не образует химических связей при нормальных температурах литья. Это создает чистое физическое разделение, которое позволяет отливу отделяться без прилипания.
Термическая стабильность
Костная пыль кальцинируется при температурах около 1300°C во время производства. Это означает, что она уже термически стабильна при температурах, встречающихся при литье алюминия, магния и даже многих медных сплавов. Она не разлагается, не сгорает и не выделяет летучие газы при контакте с расплавленным металлом.
Контроль размеров частиц
Промышленная костная пыль для применений в качестве смазки для форм доступна в определенных размерах частиц, обычно 325 меш. Мелкий, однородный размер частиц позволяет равномерно наносить и создавать конформное покрытие сложных геометрий форм. Неровное распределение частиц создает слабые места, где металл может прилипать.
Химическая инертность
【Основной состав костной пыли, фосфата кальция и карбоната кальция, химически инертен по отношению к большинству распространенных литейных сплавов. Она не вводит загрязнители, не изменяет химический состав сплава и не реагирует с материалами формы. Эта инертность является критически важной для литейных цехов, производящих отливки, требующие строгого соблюдения технических характеристик.
Теплоизоляция
Костная пыль обеспечивает умеренную теплоизоляцию между расплавленным металлом и поверхностью формы. Это уменьшает термический удар по форме, несколько замедляет отвод тепла и может улучшить текучесть металла в тонких участках. Теплоизоляционный эффект также помогает защитить покрытия формы и продлить ее срок службы.
Для понимания того, как производится костная пыль и почему важна ее кальцинация, прочитайте наше обзоры о том, что такое костная пыль и как она изготавливается.
Как выбрать правильный разделитель форм
Выбор разделителя форм - это техническое закупочное решение. Неправильный выбор вызывает проблемы в производстве. Правильный выбор становится невидимым инструментом для стабильного выпуска продукции.
】,Подберите агент для литейного процесса
Литье под давлением требует быстросушивающихся распылительных агентов, совместимых с автоматизированным нанесением. При постоянном формлении часто предпочитаются порошковые агенты из-за скорости и простоты. Инвестиционное литье требует ультрафиных порошков, которые не повредят тонким керамическим формам. При песчаном литье могут использоваться как жидкости, так и порошки, в зависимости от системы связующего для песка.
Подберите агент для металлического сплава
Разные металлы представляют разные проблемы. Алюминиевые сплавы льются при относительно умеренных температурах и хорошо сочетаются с костным мелом, графитом и керамическими порошками.
Магниевые сплавы более реактивны и требуют агентов с определенной химической совместимостью. Медные сплавы имеют более высокую температуру и могут потребовать материалов, стойких к более высоким температурам. Чугунное литье при крайне высоких температурах часто требует специализированных керамических покрытий, а не простых отсадочных агентов.
Оцените метод нанесения и время цикла
Массовые автоматизированные линии нуждаются в агентах, которые наносятся быстро и равномерно. При ручной работе могут быть допустимы более медленные методы нанесения. Агент должен соответствовать вашему времени цикла. Если нанесение становится узким местом, даже эффективный агент снижает производительность.
Учитывайте требования к поверхности
Некоторые отливки требуют зеркального полировки. Другие могут иметь более грубую поверхность. Тонкие порошковые агенты, такие как костный пепел, обычно дают более гладкую поверхность, чем грубые порошки или неравномерные жидкие пленки. Если в технических условиях заказчика есть ограничения на шероховатость поверхности, протестируйте агент на образцах продукции перед принятием решения.
Оцените факторы безопасности, здоровья и окружающей среды
Некоторые жидкие антиадгезионные агенты содержат летучие органические соединения или другие регулируемые вещества. Порошковые агенты создают пыль, которая может потребовать вентиляции и дыхательных защитных средств. Природные материалы, такие как костный пепел, избавляют от проблем с синтетическими химикатами, но все еще требуют стандартных гигиенических практик в промышленности.
Протестируйте перед принятием решения
Наиболее надежный метод выбора - это производственное тестирование. Применяйте кандидатов на роль агентов в ваших реальных формах, с вашими реальными сплавами, в ваших реальных циклических условиях. Измеряйте эффективность отделения, качество поверхности, состояние формы и любые побочные эффекты. Техническое описание сообщает, что утверждает поставщик. Ваш собственный эксперимент покажет, что действительно важно.
Стандарты качества и аспекты закупок
Не все антиадгезионные агенты обеспечивают стабильную работу. Различия в размере частиц, чистоте и составе могут превратить надежный процесс в процедуру устранения неисправностей.
Что искать в порошковом антиадгезионном агенте
При закупке порошковых антиадгезионных агентов, особенно костного пепла, проверьте следующие параметры:
Распределение частиц по размеру: Запросите данные о размере сетки и распределении частиц по размеру. Сетка 325 меш является стандартной для большинства литейных применений.
Химический состав: В случае костного пепла убедитесь в содержании кальция, фосфора и железа. Примеси могут повлиять на работу и вызвать изменение цвета.
Качество кальцинации: Костный пепел, прокаленный при 1300°C, достигает полного разложения и стабильной минеральной структуры. При более низких температурах могут остаться органические остатки, которые сгорают в форме, создавая газовые дефекты.
Потеря при прокаливании: Должен быть ≤1,0%. Более высокая потеря при прокаливании указывает на неполную кальцинацию.
Влажность: Порошки должны быть сухими. Влажность, попадающая в горячую форму, создает пар и порозность.
Согласованность партии: Каждая партия должна соответствовать спецификации. Различия между партиями требуют постоянной настройки процесса.
Требования к документации
Запрашивайте сертификат анализа с каждой партией. Для критических применений запросите анализ размеров частиц, химический анализ и данные о влажности. Если вы закупаете материалы за границей, убедитесь, что поставщик предоставляет экспортные документы, правильную упаковку и надежную логистику.
Общие ошибки при закупке
Выбор цены вместо согласованности: Самый дешевый порошок за килограмм не имеет значения, если размер частиц в разных партиях отличается на 20%.
Незнание размеров частиц: Грубые или переменные по размеру частицы создают неравномерное покрытие и дефекты поверхности.
Пропуск испытательных запусков: Всегда тестируйте новые агенты в вашей реальной производственной среде перед крупными заказами.
Не обращаем внимание на упаковку: Порошковые антиадгезионные агенты должны доставляться сухими и неконтаминированными. Недостаточная упаковка приводит к впитыванию влаги и слеживанию.
Ищете костную золу металлургического сорта с гарантированными характеристиками? Исследуйте костную золу Feilong для металлургических применений
Антиадгезионная костная зола Feilong

Компания Luohe Feilong Bone Carbon Co., Ltd. поставляет костную золу для керамических и металлургических применений более 20 лет. Наша антиадгезионная костная зола кальцинируется из обезжиренных блоков крупного рогатого скота при температуре 1300°C, что дает белый порошок с требуемым размером частиц, чистотой и термической стабильностью для литейных и отливочных операций.
Мы производим костную золу с тонкостью 325 меш с контролируемым химическим составом. Каждая партия тестируется на содержание кальция, фосфора, железа и потерю при прокаливании, и предоставляется полная документация COA. Наша вертикально интегрированная фабрика контролирует производство от приема сырья до кальцинации, помола и качества.
Мы экспортируем напрямую к производителям в Германии, Южной Корее, США и других рынках, с гибкими объемами заказов, начиная от 1 метрической тонны. Для литейных предприятий, которые оценивают порошковые антиадгезионные составы, мы предоставляем образцы с полным сертификатом соответствия для квалификационных испытаний.
Готовы оценить антиадгезионный костный пепел Feilong в вашем литейном процессе? Запросите бесплатный образец с полным сертификатом соответствия или свяжитесь с нашей технической командой, чтобы обсудить ваши металлургические требования.
Заключение
Антиадгезионный состав - это критически важный материал для производства, который напрямую влияет на качество отливок, срок службы форм и производственную эффективность. Независимо от того, вы работаете на линии высоконапорного литья под давлением, в литейном предприятии с постоянными формами или в предприятии по точному литью, выбранный вами антиадгезионный состав должен соответствовать вашему процессу, вашему сплаву и вашим стандартам качества.
Порошковые антиадгезионные составы, и особенно костный пепел, предлагают литейным предприятиям натуральную, термостабильную, химически инертную опцию, которая надежно работает в различных цветных литейных приложениях. Ключ к успеху - получать продукт от производителя, который контролирует размер частиц, качество кальцинации и однородность партий.
Основные выводы:
Смазки для отливки предотвращают прилипание металла к форме и защищают поверхности формы от термических повреждений.
Жидкие, распыляемые, порошковые и твердые смазки каждый год подходят для разных литейных процессов и циклов.
Костный пепел является проверенным порошковым смазкой для отливки с неувлажняющими свойствами, термической стабильностью и химической инертностью.
Размер частиц, качество кальцинации и однородность партии - это важные параметры закупки порошковых смазок.
Всегда тестируйте смазки для отливки в вашей реальной производственной среде, прежде чем приступать к крупнооптовой поставке.
В Feilong мы производим прокаленный костный пепел, на который литьевая мастерская полагается для чистого отливания, стабильной работы и предсказуемого контроля процесса. Наш процесс кальцинации при 1300°C, документация по партиям и экспортно-готовая цепь поставок поддерживают металлургических покупателей, которым нужна надежность в масштабе.
Закупайте костный пепел для отливки с гарантированными характеристиками для вашей литьевой мастерской. Запросите техническое описание сегодня и увидите, как качество от завода напрямую поддерживает вашу литейную работу.
Недавно опубликовано
-
Метод купелляции: Полное руководство по пирометрическому анализу и анализу драгоценных металлов
15 июня 2026 г.Одна кюпеля, изготовленная из неправильной костной пыли, может разрушить весь огневой анализ и обойтись для металлургического заво Подробнее
Подробнее -
Промышленный порошок для отделки от форм: типы, области применения и источники поставок
15 июня 2026 г.В конце 2022 года литейный завод в штате Огайо перешел от бористого нитридного спрея к промышленному порошку для срыва форм на осн Подробнее
Подробнее -
Гранулированный костный уголь для фильтрации: свойства, применения и источники поставок
15 июня 2026 г.В 2019 году муниципальная водоочистительная станция на западе США перешла от активированного алюминия к гранулированному костному Подробнее
Подробнее -
Восстановление костиного угля: что должны знать специалисты в области водоподготовки
15 июня 2026 г.В 2019 году менеджер проекта по водоснабжению в Кении столкнулся с проблемой. Система дефторирования костным углем работала восемь Подробнее
Подробнее

Свяжитесь с нами
Рекомендуемые продукты
-
 Производитель продаёт кальцинированную костную золу или порошок по низкой ценеUS$ 850MOQ: 5 Tons
Производитель продаёт кальцинированную костную золу или порошок по низкой ценеUS$ 850MOQ: 5 Tons -
Производитель продает кальцинированную костную золу или порошок по низкой ценеUS$ 850MOQ: 5 Tons
-
Производитель продает кальцинированную костную золу или порошок по низкой ценеUS$ 850MOQ: 5 Tons
-
Хорошо продается костный пепел для смазки формUS$ 820MOQ: 5 Tons
-
Feilong Direct Sales Литье под давлением водорастворимой формы антиадгезионный агент для металлаUS$ 820MOQ: 5 Tons




-
Природная кость животных в пеплеUS$ 820MOQ: 5 Tons
-
Китайский производитель поставляет экологически чистую порошок из костной пеплаUS$ 890MOQ: 1 Ton
-
Кальцинированная костная зола для фарфора с хорошим ценникомUS$ 820MOQ: 5 Tons
-
Синтетическая костная пепел для керамики по хорошей ценеUS$ 850MOQ: 5 Tons
-
Порошок из кальция и фосфора - 325 мешUS$ 850MOQ: 5 Tons




-
Порошок из кальция и фосфора - 325 мешUS$ 850MOQ: 5 Tons
-
Производитель порошка для смазки и срыва форм на основе стеарата кальция для ПВХ и ПЭUS$ 850MOQ: 5 Tons
-
Уважаемый поставщик продает костную пыль, которая соответствует экологическим стандартам и может использоваться в качестве корма для животных.US$ 850MOQ: 5 Tons
-
Промышленный костный пепел для костированной керамики и металлургииUS$ 900MOQ: 5 Tons
-
Асhes животных используются для производства бонинского фарфораUS$ 900MOQ: 5 Tons



-
Порошок из кальция и фосфора - 325 мешUS$ 850MOQ: 5 Tons
-
Высококачественная костная зола для отливки/порошок костной золыUS$ 820MOQ: 5 Tons
-
Производитель продает обожженную костную золу или порошок по низкой ценеUS$ 850MOQ: 5 Tons
-
Обожженная костная зола для фарфора с хорошей ценойUS$ 820MOQ: 5 Tons
-
Высококачественная костная зола для смазки форм/порошок костной золыUS$ 820MOQ: 5 Tons