What Is Bone Ash? Composition, Production, and Industrial Applications
When the procurement team at a German porcelain manufacturer switched bone ash suppliers in 2023, their rejection rate jumped from 2% to 12% in a single quarter. The problem was not their kilns, their glaze, or their operators. It was inconsistent raw material composition.
If you source raw materials for ceramics, metallurgy, or industrial production, you already know that not all bone ash performs the same. Batch-to-batch variation in calcium and phosphorus content can ruin a ceramic body or compromise mold release performance. This guide explains exactly what bone ash is, how it is produced, and what specifications separate industrial-grade material from inconsistent substitutes.
You will learn the chemical composition of calcined bone ash, the production process that determines quality, the key applications across industries, and the quality standards every buyer should verify before placing an order.
Want to see how consistent bone ash performs in practice? Explore our ceramic-grade bone ash specifications to compare Ca ≥35% and P ≥16% standards.
What Is Bone Ash?
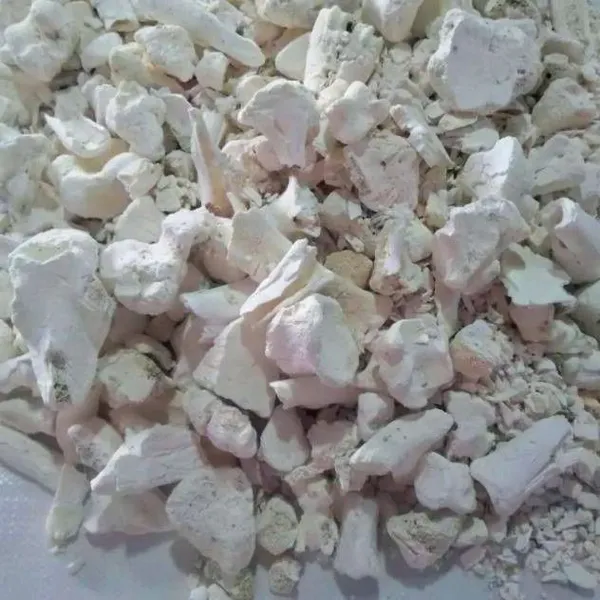
Bone ash is a white, calcined powder produced by heating defatted animal bones at high temperatures (typically 1000-1300°C). Composed primarily of calcium phosphate and calcium carbonate, it serves as an essential raw material in bone china production, mold releasing applications, and select industrial processes.
The term "bone ash" specifically refers to the inorganic residue remaining after organic material has been burned away. Unlike raw bone meal or crushed bone, true bone ash has undergone calcination. This thermal process transforms the material into a stable, inorganic powder with predictable chemical properties. Manufacturers value bone ash because it provides a natural source of calcium and phosphorus in a form that integrates cleanly into ceramic bodies, metallurgical coatings, and other formulations.
Not all bone ash is interchangeable. The raw material source, defatting thoroughness, calcination temperature, and grinding fineness all affect the final product's performance. For this reason, experienced buyers treat bone ash as a technical raw material, not a commodity.
Bone Ash Chemical Composition and Physical Properties
Understanding bone ash starts with its chemistry. The material is predominantly calcium phosphate, specifically in a form related to hydroxyapatite. This mineral structure gives bone ash its unique thermal stability and chemical behavior.
Typical chemical composition of industrial calcined bone ash:
Calcium (Ca): ≥35.0%
Phosphorus (P): ≥16.0%
Iron (Fe): ≥0.05%
Burning loss: ≤1.0%
pH: 9.0-11.5
The high calcium content makes bone ash an excellent flux in ceramic formulations. When added to a ceramic body, it lowers the firing temperature required to achieve vitrification. The phosphorus content contributes to the characteristic translucency that defines high-quality bone china.
Physical properties also matter for industrial buyers. Standard bone ash appears as a white crystalline powder or fine granular material. Color consistency indicates calcination quality. Grey or yellow tints usually signal incomplete defatting or insufficient temperature control during processing.
Particle size is another critical specification. Feilong produces bone ash powder in 325 mesh and 400 mesh fineness grades. The 325 mesh option suits general ceramic production, while 400 mesh bone ash powder provides the finer particle distribution required for specialized high-grade formulations. Finer particles distribute more evenly through a ceramic slip, reducing surface defects and improving body strength.
Technical Note: Bone ash pH of 9.0-11.5 is optimal for ceramic body formulation. Values outside this range can indicate incomplete calcination or contamination.
How Bone Ash Is Produced: The Calcination Process
The journey from raw bovine bone to industrial bone ash involves several controlled steps. Each stage affects the purity, consistency, and performance of the final material.
Step 1: Raw Material Selection
Production begins with defatted bovine bone blocks. Defatting is essential because residual organic fats burn unevenly during calcination, producing discoloration and odor. Reputable manufacturers use thoroughly defatted bone to ensure clean, white output.
Step 2: High-Temperature Calcination
The prepared bone material undergoes calcination at controlled temperatures, typically reaching 1300°C. This process drives off all organic components, including collagen and remaining moisture. What remains is the inorganic mineral matrix, primarily calcium phosphate and calcium carbonate.
Temperature control during calcination is critical. Too low, and organic residues remain. Too high, and the material can sinter or undergo unwanted chemical changes. At our calcination process, Feilong maintains precise temperature curves to produce consistent batch quality.
Step 3: Cooling and Stabilization
After calcination, the material must cool in a controlled environment. Rapid cooling can create thermal stress and microcracks that affect grindability. Controlled cooling preserves the structural integrity needed for fine grinding.
Step 4: Grinding and Sizing
The calcined material is ground to the target mesh size. Particle size distribution is verified through sieve analysis. Buyers should note that "bone ash" and "bone ash powder" are not always identical. The powder designation implies a specific fineness grade suitable for fine ceramic work.
Step 5: Quality Testing and Release
Before release, each batch undergoes chemical composition testing. Key parameters include calcium percentage, phosphorus percentage, iron content, burning loss, and pH. A Certificate of Analysis (COA) documents these results for the buyer.
Bone Ash Applications Across Industries
Bone ash serves multiple industrial sectors, with ceramics and metallurgy representing the largest B2B demand.
Bone Ash for Ceramics and Bone China
The most well-known application of bone ash is in the production of bone china. This high-grade ceramic contains a significant percentage of bone ash in its body formulation, typically between 30% and 50% by weight. The bone ash content creates the translucency, strength, and whiteness that distinguish bone china from other porcelain types.
When Maria, a procurement manager at a Portuguese ceramics company, sourced bone ash for her company's new bone china line in 2024, she faced a critical decision. Her technical team needed 400 mesh bone ash powder to achieve the surface smoothness their designer line required. After testing samples from three suppliers, she selected a manufacturer offering consistent particle size and verified Ca ≥35% composition. Her first production run achieved a 98% pass rate on translucency testing, a figure her previous supplier never matched.
Beyond bone china, bone ash appears in standard porcelain and specialized ceramic formulations where whiteness and thermal stability matter. It acts as a flux, helping the body mature at lower kiln temperatures while maintaining dimensional stability.
According to Britannica, bone china was first developed in England in the early 1800s and remains the strongest and most translucent ceramic product produced commercially.
Mold-Releasing Bone Ash in Metallurgy
In foundry and metallurgical operations, mold-releasing bone ash serves as a non-wetting, thermally insulating barrier between molten metal and mold surfaces. When applied to molds, bone ash prevents metal adhesion, reduces surface defects, and extends mold life.
The same calcium phosphate structure that benefits ceramics also provides excellent non-wetting properties at high temperatures. Foundry workers dust or spray bone ash onto mold surfaces before pouring. After cooling, the casting releases cleanly without sticking or galling.
James, a foundry supervisor in Ohio, struggled with mold sticking on aluminum casting runs for six months. His synthetic release agent left residue that required costly post-cast cleaning. After switching to mold-releasing bone ash, his cleaning time per casting dropped by 40%. The natural mineral composition burned away cleanly, leaving minimal ash residue on finished parts.
Other Industrial and Agricultural Uses
While ceramics and metallurgy dominate B2B consumption, bone ash appears in additional applications. Some water treatment processes use bone-ash-derived materials for adsorption and pH adjustment. In agriculture, bone ash has served historically as a calcium supplement, though modern feed applications more commonly use specialized bone granules and calcium hydrogen phosphate.
Researchers continue to investigate bone ash in biomaterials and specialized refractory applications. The hydroxyapatite structure closely resembles natural bone mineral, making calcined bone ash theoretically interesting for certain biomedical ceramics. Industrial-grade material, however, serves manufacturing applications almost exclusively.
For a broader overview of bone ash properties and history, see Wikipedia's entry on bone ash.
Bone Ash Quality Standards: What Buyers Should Verify
Industrial buyers should never accept bone ash without verifying key quality parameters. Inconsistent material causes production defects, kiln losses, and customer rejects that cost far more than the raw material itself.
Chemical Composition
Request a COA showing Calcium ≥35.0% and Phosphorus ≥16.0%. These are the baseline figures for ceramic-grade bone ash. Lower values indicate poor raw material quality or incomplete calcination.
Iron Content
Iron should be minimized in ceramic applications because it causes discoloration. Fe ≥0.05% is acceptable for most industrial uses, but premium ceramic grades may require even lower iron.
Burning Loss
A burning loss above 1.0% suggests residual organic material. This creates problems during ceramic firing, including off-gassing, pinholing, and color variation.
Particle Size
Verify mesh size against your formulation requirements. If your slip system requires 325 mesh, receiving 200 mesh material will cause settling, clogging, and surface defects.
Batch Consistency
The most important quality factor is consistency between batches. A single good batch proves nothing. Ask your supplier about their process control, testing frequency, and coefficient of variation for key parameters. At about Feilong, our 20 years of manufacturing experience is built on batch-to-batch reliability.
Sourcing Bone Ash: Key Factors for Industrial Buyers
Selecting a bone ash supplier involves more than comparing price per ton. The wrong supplier creates hidden costs in production delays, quality rejects, and reformulation work.
Production Control
Vertically integrated manufacturers with owned factories control every step from raw material intake through calcination and grinding. Trading companies that source from multiple small workshops cannot guarantee the same consistency. Ask whether your supplier operates its own production facility.
Export Experience
International buyers need suppliers who understand export documentation, packaging standards, and shipping logistics. Feilong has exported bone products to Germany, South Korea, the United States, and other markets for over two decades.
Sample and Testing Protocol
Never commit to a bulk order without testing samples. Request a full COA with your sample, and test the material in your actual production environment. Laboratory specs only tell part of the story; your kiln and formulation complete the picture.
Pricing and Volume
Standard FOB pricing for bone ash typically ranges from US720to720to890 per metric ton depending on grade, volume, and specifications. Minimum order quantities usually start at 1 metric ton. Sample quantities are often available from 1 kg for qualification purposes.
Ready to test bone ash in your production line? Request a quote for a sample shipment with full COA and technical consultation.
Conclusion

Bone ash is far more than a historical curiosity. It remains an essential technical raw material for ceramic manufacturers, metallurgical operations, and select industrial applications worldwide. The calcium phosphate composition derived from high-temperature calcination gives bone ash properties that synthetic alternatives struggle to replicate at comparable cost.
Key takeaways for buyers:
Bone ash is calcined, defatted animal bone residue, primarily calcium phosphate and calcium carbonate.
Quality bone ash contains Ca ≥35% and P ≥16%, with burning loss ≤1.0%.
Calcination temperature and process control determine color, purity, and consistency.
Ceramic applications require specific mesh sizes; 325 mesh and 400 mesh serve different formulation needs.
Mold-releasing bone ash provides natural non-wetting properties for foundry applications.
Batch-to-batch consistency matters more than any single specification.
Whether you produce bone china, cast metal components, or formulate industrial materials, sourcing reliable bone ash protects your production quality and your bottom line. Partner with a manufacturer who understands the technical requirements and can deliver consistent material shipment after shipment.
Recently Posted
-
What Is Bone Char? Production, Properties, and Industrial Uses
June 16, 2026Most procurement managers in water treatment and filtration know activated carbon inside and out. They know the mesh sizes, the io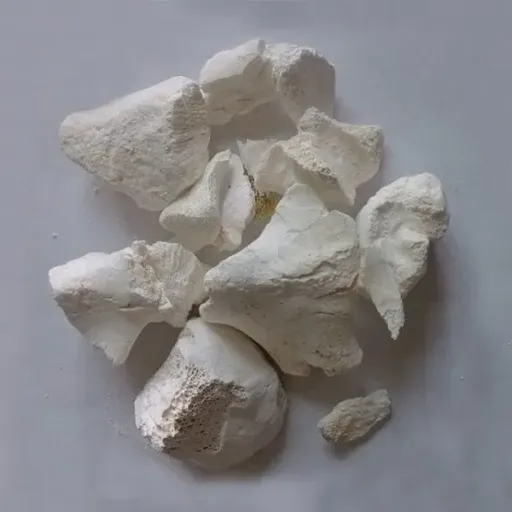 Read More
Read More -
Bone Char Water Filtration: A Complete Guide for Industrial Applications
June 16, 2026In 2019, a municipal water treatment facility in central India faced a crisis. Natural fluoride levels in their groundwater source Read More
Read More -
Bone Char Uses: Applications in Water Treatment, Filtration, and Industry
June 16, 2026A municipal water treatment plant in Brazil spent six months and $40,000 testing synthetic adsorption media to remove organic colo Read More
Read More -
How Is Bone Char Made? The Complete Production Process
June 16, 2026Chen Wei spent three days traveling to inspect a bone char supplier his trading partner had recommended. The website promised &quo
Read More

Contact Us
Recommended Products
-
 Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons -
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
-
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
-
Sell Well Bone Ash for Mold Releasing UseUS$ 820MOQ: 5 Tons
-
Feilong Direct Sales Die-casting Water-soluble Mold Metal Release AgentUS$ 820MOQ: 5 Tons




-
Natural Animal Bone AshUS$ 820MOQ: 5 Tons
-
China Manufacturer Supply Eco-Friendly Bone Ash PowderUS$ 890MOQ: 1 Ton
-
Calcined Bone Ash for Bone China With GoodPriceUS$ 820MOQ: 5 Tons
-
Synthetic Bone Ash for Ceramic With Good PriceUS$ 850MOQ: 5 Tons
-
Calcium and Phosphorus Powder - 325 MeshPowderUS$ 850MOQ: 5 Tons




-
Calcium and Phosphorus Powder - 325 MeshPowderUS$ 850MOQ: 5 Tons
-
Calcium Stearate PVC PE Lubricant Mould-releasing Powder ManufacturerUS$ 850MOQ: 5 Tons
-
Reputed Supplier Selling Bone Ash Powder Which Meet With Environmental Standard As Animal FeedstuffUS$ 850MOQ: 5 Tons
-
Industrial Grade Bone Ash for Bone Ceramics and MetallurgyUS$ 900MOQ: 5 Tons
-
Animal Ashes Used for Bone ChinaUS$ 900MOQ: 5 Tons



-
Calcium and Phosphorus Powder - 325 MeshPowderUS$ 850MOQ: 5 Tons
-
High Quality Bone Ash for Mold Releasing Use/bone Ash PowderUS$ 820MOQ: 5 Tons
-
Manufacturer Sell Low Price Calcined Bone Ash or PowderUS$ 850MOQ: 5 Tons
-
Calcined Bone Ash for Bone China With GoodPriceUS$ 820MOQ: 5 Tons
-
High Quality Bone Ash for Mold Releasing Use/bone Ash PowderUS$ 820MOQ: 5 Tons